
การผลิตสมัยใหม่ต้องการความแม่นยำ ความเร็ว และประสิทธิภาพสูงในการแปรรูปวัสดุแบบท่อมากมายในหลากหลายอุตสาหกรรม เครื่องตัดท่อ เครื่องตัดเลเซอร์ ถือเป็นจุดสูงสุดของเทคโนโลยีการผลิตขั้นสูง ซึ่งผสานรวมระบบเลเซอร์กำลังสูงเข้ากับระบบอัตโนมัติที่ซับซ้อน เพื่อให้ได้ความแม่นยำสูงสุดในการตัดท่อ หลอด และชิ้นงานโปรไฟล์กลวง เครื่องจักรปฏิวัติวงการนี้ได้เปลี่ยนแปลงวิธีการดำเนินโครงการงานโลหะของผู้ผลิตอย่างสิ้นเชิง โดยสามารถสร้างรูปทรงเรขาคณิตที่ซับซ้อนและดีไซน์ที่ประณีตยิ่ง ซึ่งไม่สามารถทำได้มาก่อนด้วยวิธีการตัดแบบดั้งเดิม
วิวัฒนาการของเทคโนโลยีการตัดด้วยเลเซอร์ได้ก้าวขึ้นสู่ระดับใหม่ด้วยระบบเฉพาะที่ออกแบบมาโดยเฉพาะสำหรับวัสดุทรงกระบอก ซึ่งเครื่องจักรเหล่านี้ผสานการเคลื่อนไหวหลายแกนเข้าด้วยกัน ทำให้ผู้ปฏิบัติงานสามารถสร้างการตัดที่ซับซ้อน รูเจาะ รอยเว้า และรูปแบบต่าง ๆ บนวัสดุท่อหลากหลายชนิด รวมถึงเหล็ก โลหะสแตนเลส อลูมิเนียม และโลหะผสมทองแดง ความแม่นยำที่บรรลุได้ด้วยระบบตัดท่อด้วยเลเซอร์รุ่นใหม่ มักสูงกว่าวิธีการตัดเชิงกลแบบดั้งเดิมอย่างมาก จึงทำให้ระบบเหล่านี้กลายเป็นสิ่งจำเป็นอย่างยิ่งในอุตสาหกรรมที่ต้องการความเที่ยงตรงสูงและคุณภาพขอบตัดที่เหนือชั้น
การใช้งานในอุตสาหกรรมที่ครอบคลุมระบบไอเสียสำหรับยานยนต์ การผลิตเฟอร์นิเจอร์ โครงสร้างอาคาร และชิ้นส่วนสำหรับอากาศยาน ล้วนพึ่งพาความสามารถของเครื่องจักรขั้นสูงเหล่านี้อย่างมาก เทคโนโลยีนี้ช่วยกำจัดขั้นตอนการผลิตรองที่มักจำเป็นหลังจากการตัดแบบดั้งเดิม เช่น การขจัดเศษคม (deburring) การขัด (grinding) หรือกระบวนการกลึงเพิ่มเติม ซึ่งกระบวนการทำงานที่เรียบง่ายขึ้นนี้ไม่เพียงแต่ลดระยะเวลาการผลิตเท่านั้น แต่ยังช่วยลดของเสียจากวัสดุและต้นทุนแรงงานลงด้วย ส่งผลให้ประสิทธิภาพโดยรวมในการผลิตและการทำกำไรดีขึ้น
หลักการปฏิบัติงานพื้นฐาน
ระบบสร้างลำแสงเลเซอร์และระบบส่งผ่านลำแสง
หัวใจสำคัญของเครื่องตัดท่อด้วยเลเซอร์อยู่ที่ระบบสร้างลำแสงเลเซอร์ ซึ่งโดยทั่วไปจะใช้เทคโนโลยีเลเซอร์ไฟเบอร์เพื่อให้ได้ประสิทธิภาพและเชื่อถือได้สูงสุด ระบบเหล่านี้ผลิตแสงที่มีความสอดคล้องกันผ่านกระบวนการเร่งการปล่อยพลังงาน (stimulated emission) โดยรวมพลังงานจำนวนมหาศาลไว้ในลำแสงที่มีความเข้มข้นสูง จนสามารถหลอมและระเหยวัสดุโลหะได้ แหล่งกำเนิดเลเซอร์สร้างความยาวคลื่นที่ปรับแต่งมาเป็นพิเศษเพื่อให้ถูกดูดซับได้สูงสุดโดยพื้นผิวโลหะ จึงทำให้การถ่ายโอนพลังงานมีประสิทธิภาพ และให้ผลลัพธ์การตัดที่สะอาด
ระบบส่งลำแสงทำหน้าที่นำพลังงานเลเซอร์ที่สร้างขึ้นจากแหล่งกำเนิดไปยังหัวตัดผ่านเส้นทางแสงที่ซับซ้อน กระจก ชิ้นเลนส์ และสายเคเบิลใยแก้วนำแสงคุณภาพสูงช่วยรักษาความสมบูรณ์ของลำแสงตลอดกระบวนการส่ง ทำให้รักษาระดับความเข้มข้นของพลังงานที่โฟกัสไว้ได้อย่างแม่นยำสำหรับการตัดที่มีความละเอียดสูง ระบบระบายความร้อนขั้นสูงช่วยป้องกันองค์ประกอบแสงเหล่านี้จากการเสียหายจากความร้อน จึงรับประกันประสิทธิภาพการทำงานที่สม่ำเสมอแม้ในระหว่างการผลิตต่อเนื่องเป็นเวลานาน
ชุดหัวตัดประกอบด้วยอุปกรณ์ควบคุมการโฟกัสของแสงเลเซอร์ ซึ่งทำหน้าที่รวมลำแสงเลเซอร์ให้เป็นจุดที่มีขนาดเล็กมาก โดยทั่วไปมีเส้นผ่านศูนย์กลางอยู่ระหว่าง 0.1 ถึง 0.3 มิลลิเมตร ความเข้มข้นของพลังงานสูงนี้สร้างอุณหภูมิเกิน 10,000 องศาเซลเซียส ที่จุดโฟกัส ทำให้วัสดุโลหะละลายทันที แก๊สช่วยตัด (assist gases) ซึ่งโดยทั่วไปคือออกซิเจนสำหรับเหล็กกล้าคาร์บอนต่ำ หรือไนโตรเจนสำหรับเหล็กกล้าไร้สนิมและอลูมิเนียม จะช่วยขจัดวัสดุที่หลอมละลายออกจากแนวตัด (kerf) และเพิ่มคุณภาพของการตัด
เทคโนโลยีการควบคุมการเคลื่อนที่แบบหลายแกน
ระบบควบคุมการเคลื่อนที่ขั้นสูงช่วยให้เครื่องตัดท่อด้วยเลเซอร์สามารถควบคุมทั้งชิ้นงานและหัวตัดพร้อมกันผ่านหลายแกนได้ โครงสร้างมาตรฐานมักประกอบด้วยแกนเชิงเส้นสำหรับการจัดตำแหน่งตามความยาวของท่อ และแกนหมุนสำหรับการเคลื่อนที่รอบเส้นผ่านศูนย์กลางของท่อ รุ่นขั้นสูงยังรวมถึงแกนเอียงเพิ่มเติมที่ทำให้หัวตัดสามารถเข้าใกล้ชิ้นงานในมุมต่าง ๆ ได้ ซึ่งช่วยให้สามารถตัดแบบเฉียง (beveled cuts) และสร้างเรขาคณิตสามมิติที่ซับซ้อนได้
ระบบมอเตอร์เซอร์โวให้ความแม่นยำในการจัดตำแหน่งที่จำเป็นสำหรับการตัดที่มีความซับซ้อน โดยโดยทั่วไปแล้วความคลาดเคลื่อนในการจัดตำแหน่งจะวัดได้ในระดับเศษส่วนของหนึ่งในร้อยมิลลิเมตร ระบบป้อนกลับจากเอนโคเดอร์ตรวจสอบตำแหน่งของแต่ละแกนอย่างต่อเนื่อง ทำให้สามารถปรับแก้ไขแบบเรียลไทม์และรักษาความแม่นยำด้านมิติไว้ตลอดกระบวนการตัด การควบคุมแบบวงจรปิด (closed-loop control) นี้ช่วยให้ได้ผลลัพธ์ที่สามารถทำซ้ำได้อย่างสม่ำเสมอสำหรับชิ้นงานหลายชิ้น ซึ่งเป็นสิ่งจำเป็นอย่างยิ่งในสภาพแวดล้อมการผลิตที่มีปริมาณสูง
อัลกอริธึมการแทรกค่า (Interpolation algorithms) ประสานการเคลื่อนที่บนแกนทั้งหมด เพื่อสร้างเส้นทางการเคลื่อนที่ของเครื่องมืออย่างราบรื่น ซึ่งรักษาความเร็วในการตัดที่เหมาะสมไว้พร้อมกับรักษาความแม่นยำสูงสุด ระบบควบคุมคำนวณเส้นทางที่ซับซ้อนแบบเรียลไทม์ โดยปรับอัตราการป้อน (feed rates) และระดับกำลังเลเซอร์ตามคุณสมบัติของวัสดุ ความแปรผันของความหนา และข้อกำหนดเชิงเรขาคณิต ระบบควบคุมอัจฉริยะนี้ช่วยเพิ่มผลผลิตสูงสุด ขณะเดียวกันก็รักษาระดับคุณภาพของการตัดให้อยู่ในเกณฑ์ยอดเยี่ยมสำหรับการใช้งานที่หลากหลาย
ส่วนประกอบหลักของเครื่องจักรและสถาปัตยกรรมระบบ
โครงสร้างพื้นฐานและระบบยึดจับชิ้นงาน
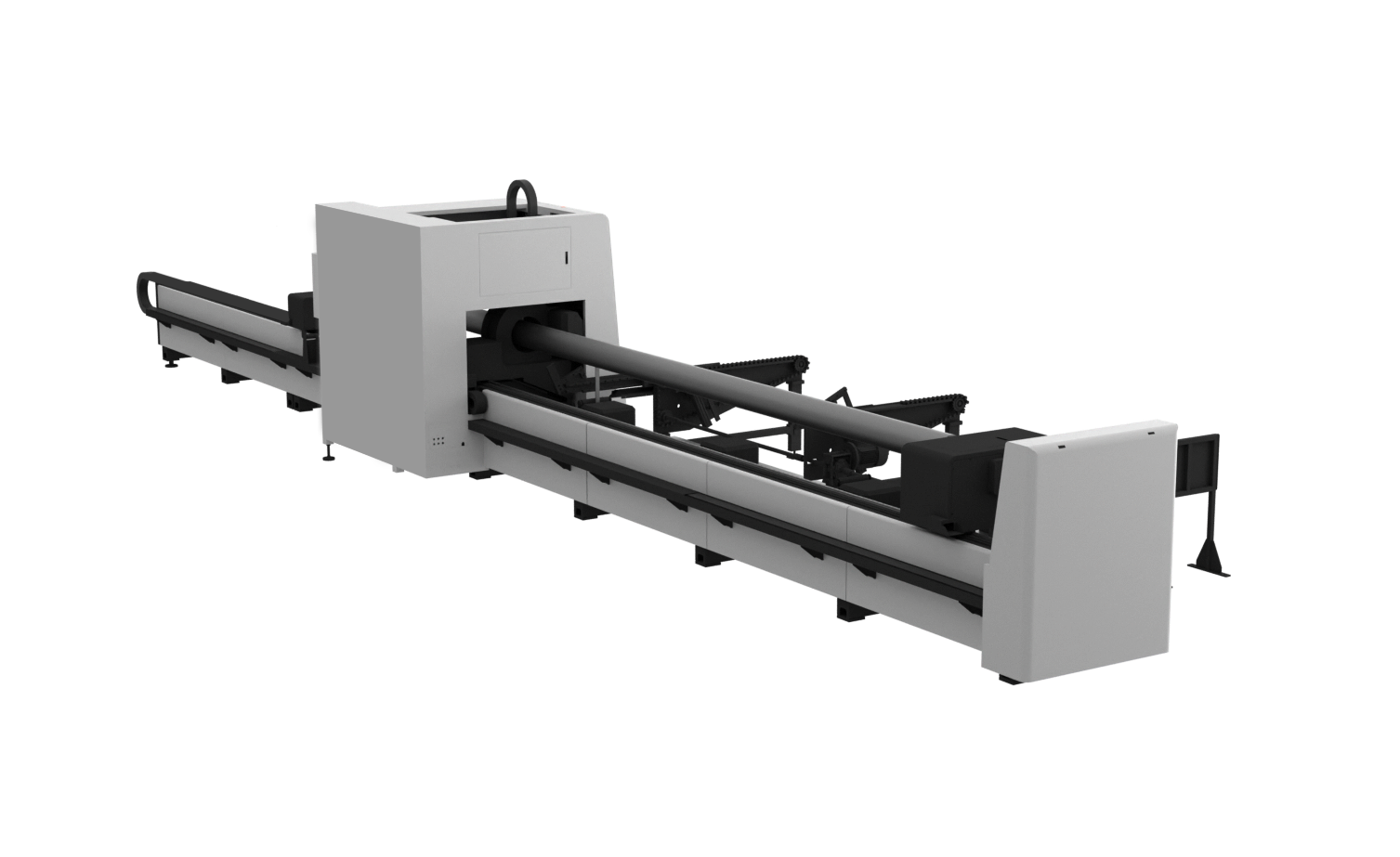
รากฐานเชิงกลของเครื่องตัดท่อด้วยเลเซอร์ต้องมีความแข็งแกร่งสูงเป็นพิเศษและความสามารถในการต้านการสั่นสะเทือนเพื่อรักษาความแม่นยำในการตัดระหว่างการทำงานที่ความเร็วสูง โครงสร้างเหล็กที่เชื่อมต่อกันหรือฐานทำจากเหล็กหล่อให้ความมั่นคงที่จำเป็น ในขณะที่รางนำทางที่ผ่านการขัดด้วยความแม่นยำสูงช่วยให้การเคลื่อนที่ของแกนเป็นไปอย่างลื่นไหลและแม่นยำ ระบบยึดติดป้องกันการสั่นสะเทือนช่วยแยกเครื่องออกจากสิ่งรบกวนภายนอก จึงป้องกันปัญหาคุณภาพที่เกิดจากปัจจัยแวดล้อม
ระบบยึดชิ้นงานสามารถรองรับท่อที่มีเส้นผ่านศูนย์กลางและยาวต่างกันได้ผ่านกลไกหัวจับแบบปรับได้และระบบรองรับปลายท่อ (tailstock) ระบบยึดชิ้นงานแบบใช้ลมอัดหรือไฮดรอลิกสามารถยึดชิ้นงานได้อย่างแน่นหนา พร้อมทั้งรองรับวงจรการโหลดและปลดโหลดอย่างรวดเร็ว เครื่องขั้นสูงบางรุ่นมาพร้อมระบบโหลดท่ออัตโนมัติซึ่งสามารถจัดการวัสดุจากชั้นวางเก็บ ช่วยลดเวลาไซเคิลและข้อกำหนดด้านแรงงานลงอย่างมากในสภาพแวดล้อมการผลิตที่มีปริมาณสูง
ระบบสนับสนุนวัสดุเรียงตัวยาวตามความยาวของเครื่อง ให้การรองรับอย่างต่อเนื่องสำหรับท่อน้ำที่มีความยาวระหว่างการดำเนินการตัด ระบบนี้มักประกอบด้วยแท่นรองรับลูกกลิ้งแบบปรับระดับได้ ซึ่งช่วยรักษาแนวการจัดตำแหน่งที่ถูกต้องไว้ขณะเดียวกันก็อนุญาตให้ชิ้นงานหมุนได้อย่างอิสระ ระบบวัดที่ผสานรวมเข้าด้วยกันจะตรวจสอบขนาดและระดับความตรงของท่อน้ำ เพื่อให้สามารถปรับค่าโดยอัตโนมัติเมื่อเกิดความแปรปรวนของวัสดุ ซึ่งอาจส่งผลต่อความแม่นยำในการตัด
ระบบควบคุมและการรวมซอฟต์แวร์
เครื่องตัดท่อน้ำด้วยเลเซอร์รุ่นใหม่ใช้ระบบควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์ (CNC) ขั้นสูง ที่ผสานเข้ากับซอฟต์แวร์การออกแบบและการผลิตได้อย่างราบรื่น แพลตฟอร์มควบคุมเหล่านี้ประมวลผลแบบจำลองสามมิติที่ซับซ้อน โดยสร้างโปรแกรมการตัดที่เหมาะสมที่สุดโดยอัตโนมัติ ซึ่งช่วยลดระยะเวลาการผลิตให้น้อยที่สุด พร้อมทั้งเพิ่มประสิทธิภาพการใช้วัสดุให้สูงสุด อินเทอร์เฟซผู้ใช้แบบกราฟิกทำให้การปฏิบัติงานง่ายขึ้น ขณะเดียวกันก็มอบความสามารถในการตรวจสอบและวินิจฉัยโดยครอบคลุม
การผสานรวมซอฟต์แวร์ CAD/CAM ช่วยให้นำเข้าแบบแปลนทางวิศวกรรมและโมเดลสามมิติได้โดยตรง ทำให้ไม่จำเป็นต้องเขียนโปรแกรมด้วยตนเองสำหรับรูปทรงเรขาคณิตที่ซับซ้อน อัลกอริธึมการจัดวางอัตโนมัติ (Automatic nesting) ช่วยเพิ่มประสิทธิภาพการใช้วัสดุโดยจัดเรียงชิ้นส่วนหลายชิ้นบนความยาวท่อเดียว ลดของเสียและเพิ่มประสิทธิภาพด้านต้นทุน ความสามารถในการจำลอง (Simulation) ช่วยให้ผู้ปฏิบัติงานตรวจสอบโปรแกรมการตัดก่อนเริ่มการผลิตจริง ป้องกันข้อผิดพลาดที่ก่อให้เกิดค่าใช้จ่ายสูงและของเสียจากวัสดุ
ระบบการตรวจสอบแบบเรียลไทม์ (Real-time monitoring systems) ติดตามพารามิเตอร์การตัด การใช้บริโภควัสดุ และสถิติการผลิต ให้ข้อมูลที่มีค่าสำหรับการปรับปรุงกระบวนการและการควบคุมคุณภาพ อัลกอริธึมการบำรุงรักษาเชิงพยากรณ์ (Predictive maintenance algorithms) วิเคราะห์ข้อมูลประสิทธิภาพของเครื่องจักรเพื่อกำหนดเวลาการบำรุงรักษาล่วงหน้าก่อนที่ชิ้นส่วนจะเสียหาย ลดเวลาหยุดทำงานที่ไม่คาดคิดและยืดอายุการใช้งานของอุปกรณ์
ขีดความสามารถและแอปพลิเคชันด้านการแปรรูปวัสดุ
วัสดุที่รองรับและช่วงความหนา
เครื่องตัดท่อด้วยเลเซอร์คุณภาพสูงแสดงถึงความหลากหลายอย่างโดดเด่นในการประมวลผลวัสดุโลหะต่าง ๆ ที่ใช้กันทั่วไปในงานอุตสาหกรรม ท่อเหล็กคาร์บอนเป็นวัสดุที่ถูกตัดบ่อยที่สุด โดยมีความสามารถในการตัดตั้งแต่ท่อผนังบางที่มีความหนาเพียง 0.5 มิลลิเมตร ไปจนถึงท่อโครงสร้างแบบหนักที่มีความหนาของผนังเกิน 25 มิลลิเมตร กระบวนการตัดด้วยเลเซอร์ให้ขอบที่สะอาดและไม่มีคราบออกไซด์บนท่อเหล็กคาร์บอน ซึ่งมักจะทำให้ไม่จำเป็นต้องดำเนินการตกแต่งเพิ่มเติมในขั้นตอนถัดไป
การประมวลผลท่อสแตนเลสต้องอาศัยการปรับแต่งพารามิเตอร์เฉพาะเพื่อให้ได้คุณภาพขอบที่เหนือกว่า และป้องกันการปนเปื้อนในโซนที่ได้รับผลกระทบจากความร้อน ก๊าซช่วยตัดไนโตรเจนสร้างสภาพแวดล้อมการตัดที่เฉื่อย (inert) ซึ่งช่วยรักษาสมบัติต้านการกัดกร่อนของวัสดุสแตนเลสไว้อย่างสมบูรณ์ ขั้นสูง เครื่องตัดท่อด้วยเลเซอร์ การจัดวางระบบขั้นสูงสามารถประมวลผลท่อสแตนเลสได้สูงสุดถึงความหนาของผนัง 20 มิลลิเมตร ขณะยังคงรักษาระดับความแม่นยำของมิติอย่างเข้มงวดและผิวเรียบเนียน
โลหะผสมอลูมิเนียมก่อให้เกิดความท้าทายเฉพาะตัว เนื่องจากมีคุณสมบัติการนำความร้อนสูงและความสามารถในการสะท้อนแสงสูง โดยใช้ความยาวคลื่นเลเซอร์เฉพาะและพารามิเตอร์การตัดที่ผ่านการปรับแต่งอย่างเหมาะสม เพื่อเอาชนะคุณสมบัติของวัสดุเหล่านี้ ทำให้สามารถตัดท่ออลูมิเนียมได้อย่างสะอาดและแม่นยำ สำหรับการใช้งานในอุตสาหกรรมการบินและอวกาศ ยานยนต์ และงานสถาปัตยกรรม ขณะที่ทองแดงและทองเหลือง ซึ่งมีความท้าทายมากกว่าเนื่องจากความสามารถในการสะท้อนแสงสูงเป็นพิเศษ ก็สามารถประมวลผลได้อย่างมีประสิทธิภาพเช่นกัน ด้วยการปรับแต่งพารามิเตอร์ให้เหมาะสมและการปฏิบัติตามมาตรการความปลอดภัยที่จำเป็น
ความซับซ้อนของรูปทรงเรขาคณิตและความยืดหยุ่นในการออกแบบ
ความสามารถในการตัดแบบหลายแกนของเครื่องตัดท่อด้วยเลเซอร์รุ่นใหม่ช่วยให้สามารถสร้างรูปทรงเรขาคณิตที่ซับซ้อนได้ ซึ่งเป็นไปไม่ได้หรือมีต้นทุนสูงมากหากใช้วิธีการกลึงแบบดั้งเดิม รูที่ตัดตัดกัน ร่อง รอยบาก และรูปทรงต่างๆ สามารถตัดได้อย่างแม่นยำด้วยตำแหน่งที่แน่นอนและผิวเรียบเนียน ขอบที่ตัดเอียงสำหรับการเตรียมการเชื่อม มุมประกอบสำหรับการต่อโครงสร้าง และลวดลายตกแต่งที่ซับซ้อน ล้วนอยู่ในขอบเขตความสามารถของระบบขั้นสูงเหล่านี้
ความสามารถในการตัดสามมิติช่วยให้ผู้ปฏิบัติงานสามารถสร้างข้อต่อและจุดเชื่อมต่อที่ซับซ้อนได้โดยตรงระหว่างกระบวนการตัด ทำให้ไม่จำเป็นต้องดำเนินการกลึงขั้นที่สอง ทั้งการตัดแบบแซดเดิล (saddle cuts) สำหรับการเชื่อมท่อเข้าด้วยกัน การตัดแบบฟิชเมาท์ (fish mouth joints) สำหรับการใช้งานเชิงโครงสร้าง และรูปทรงพิเศษสำหรับการประกอบเฉพาะทาง สามารถเขียนโปรแกรมและดำเนินการได้โดยอัตโนมัติ ความยืดหยุ่นนี้ช่วยให้ผู้ผลิตสามารถผลิตชิ้นส่วนประกอบที่ซับซ้อนได้อย่างมีประสิทธิภาพมากขึ้น พร้อมรักษาคุณภาพที่สม่ำเสมอตามมาตรฐานที่กำหนด
ความสามารถในการทำเครื่องหมายและแกะสลักที่ผสานรวมอยู่ในเครื่องตัดท่อด้วยเลเซอร์หลายรุ่น ช่วยเพิ่มคุณสมบัติที่มีคุณค่าสำหรับการระบุชิ้นส่วน การติดตามย้อนกลับ (traceability) และการใช้งานเชิงตกแต่ง สามารถปรับพารามิเตอร์ของเลเซอร์เพื่อสร้างเครื่องหมายถาวรโดยไม่กระทบต่อความแข็งแรงเชิงโครงสร้าง ซึ่งช่วยให้สามารถดำเนินการจัดลำดับเลขกำกับ (serialization) การตอกย้ำแบรนด์ (branding) และการระบุเครื่องหมายควบคุมคุณภาพได้โดยตรงระหว่างกระบวนการตัด
การควบคุมคุณภาพและมาตรฐานความแม่นยำ
ความแม่นยำและสามารถทำซ้ำได้ในด้านมิติ
การผลิตแบบแม่นยำต้องการความถูกต้องด้านมิติและระดับความซ้ำซ้อนที่ยอดเยี่ยมจากเครื่องตัดท่อด้วยเลเซอร์ ซึ่งเป็นข้อกำหนดที่ระบบสมัยใหม่สามารถตอบสนองได้อย่างสม่ำเสมอผ่านเทคโนโลยีการควบคุมขั้นสูง โดยทั่วไปแล้ว ความคลาดเคลื่อนด้านมิติจะอยู่ในช่วง ±0.1 ถึง ±0.05 มิลลิเมตร สำหรับการใช้งานส่วนใหญ่ และบางระบบเฉพาะทางสามารถบรรลุความคลาดเคลื่อนที่แคบยิ่งกว่านั้นสำหรับชิ้นส่วนที่มีความสำคัญสูง ระดับความแม่นยำนี้ช่วยให้มั่นใจได้ว่าชิ้นส่วนจะเข้ากันได้อย่างเหมาะสมในขั้นตอนการเชื่อมประกอบ และหลีกเลี่ยงการปฏิบัติงานซ่อมแซมซ้ำที่มีต้นทุนสูง
การวัดความซ้ำซ้อนแสดงให้เห็นถึงความสม่ำเสมอของประสิทธิภาพเครื่องตัดท่อด้วยเลเซอร์ในการผลิตชิ้นส่วนที่เหมือนกันหลายชิ้น โดยข้อกำหนดทั่วไประบุว่ามีความแปรผันน้อยกว่า 0.02 มิลลิเมตรระหว่างการตัดแต่ละครั้ง ความซ้ำซ้อนที่โดดเด่นนี้ทำให้สามารถผลิตชิ้นส่วนความแม่นยำสูงในปริมาณมากได้โดยไม่เกิดการคลาดเคลื่อนหรือคุณภาพลดลงตามระยะเวลา การควบคุมกระบวนการเชิงสถิติ (SPC) ตรวจสอบความแปรผันของมิติ และแจ้งเตือนผู้ปฏิบัติงานเกี่ยวกับปัญหาที่อาจเกิดขึ้นก่อนที่จะส่งผลกระทบต่อคุณภาพการผลิต
ระบบชดเชยอุณหภูมิพิจารณาการเปลี่ยนแปลงมิติที่เกิดจากอุณหภูมิทั้งในโครงสร้างเครื่องและวัสดุชิ้นงาน เพื่อรักษาความแม่นยำตลอดการผลิตที่ดำเนินต่อเนื่องเป็นเวลานาน ระบบควบคุมสิ่งแวดล้อมและการตรวจสอบอุณหภูมิรับประกันสภาวะการทำงานที่มั่นคง ซึ่งช่วยรักษาความแม่นยำในการตัดไว้ได้ไม่ว่าจะมีการเปลี่ยนแปลงของอุณหภูมิแวดล้อมหรือการเปลี่ยนแปลงตามฤดูกาล
คุณภาพพื้นผิวและลักษณะขอบตัด
คุณภาพของขอบที่เหนือกว่าซึ่งสามารถบรรลุได้ด้วยเทคโนโลยีการตัดด้วยเลเซอร์ ถือเป็นหนึ่งในข้อได้เปรียบหลักเมื่อเปรียบเทียบกับวิธีการตัดเชิงกลแบบดั้งเดิม ขอบที่ตัดด้วยเลเซอร์โดยทั่วไปมีพื้นผิวเรียบและมีโซนที่ได้รับผลกระทบจากความร้อน (heat-affected zone) น้อยมาก จึงช่วยลดหรือตัดการต้องการการตกแต่งผิวเพิ่มเติมหลังการตัดลง Surface roughness ของการตัดท่อด้วยเลเซอร์มักอยู่ในช่วง Ra 3.2 ถึง Ra 6.3 ไมโครเมตร ซึ่งเหมาะสมสำหรับการใช้งานทางอุตสาหกรรมส่วนใหญ่โดยไม่จำเป็นต้องผ่านกระบวนการเพิ่มเติม
การควบคุมโซนที่ได้รับผลกระทบจากความร้อน (heat-affected zone) มีความสำคัญยิ่งเมื่อประมวลผลวัสดุที่ไวต่อการบิดเบี้ยวจากความร้อนหรือการเปลี่ยนแปลงทางโลหะวิทยา พารามิเตอร์การตัดที่ปรับให้เหมาะสมจะช่วยลดปริมาณความร้อนที่ป้อนเข้าไปในขณะยังคงรักษาความเร็วในการตัดไว้ ทำให้คุณสมบัติของวัสดุบริเวณใกล้เคียงกับขอบที่ตัดยังคงไว้ได้ อัตราการเย็นตัวอย่างรวดเร็วซึ่งมีลักษณะเฉพาะของกระบวนการตัดด้วยเลเซอร์ มักส่งผลให้คุณสมบัติเชิงกลดีขึ้น เมื่อเปรียบเทียบกับวิธีการตัดด้วยความร้อนอื่นๆ ที่ป้อนความร้อนส่วนเกินเข้าสู่ชิ้นงาน
ความตั้งฉากของขอบและค่าความกว้างของรอยตัด (kerf width) ที่สม่ำเสมอ มีส่วนสำคัญอย่างยิ่งต่อคุณภาพการประกอบและการประสิทธิภาพในการเชื่อม กระบวนการตัดด้วยเลเซอร์มักให้ขอบที่ตั้งฉากกับพื้นผิวและมีการเอียง (taper) น้อยที่สุด ซึ่งช่วยให้ชิ้นส่วนเข้ากันได้พอดีสำหรับรอยเชื่อมและชิ้นส่วนประกอบทางกลอย่างแม่นยำ ความกว้างของรอยตัดที่สม่ำเสมอยังช่วยให้สามารถคำนวณการจัดเรียงชิ้นงาน (nesting) ได้อย่างแม่นยำ และเพิ่มประสิทธิภาพการใช้วัสดุ ลดของเสีย และยกระดับประสิทธิภาพด้านต้นทุน
การประยุกต์ใช้งานในอุตสาหกรรมและภาคส่วนตลาด
อุตสาหกรรมรถยนต์และการขนส่ง
อุตสาหกรรมยานยนต์ถือเป็นหนึ่งในตลาดที่ใหญ่ที่สุดสำหรับการประยุกต์ใช้เครื่องตัดท่อด้วยเลเซอร์ เนื่องจากความต้องการโครงสร้างที่มีน้ำหนักเบา ประสิทธิภาพการใช้เชื้อเพลิงที่ดีขึ้น และการออกแบบระบบไอเสียที่ซับซ้อน การผลิตท่อไอเสียจำเป็นต้องอาศัยการตัด โค้ง และต่อเชื่อมที่แม่นยำ ซึ่งเทคโนโลยีการตัดด้วยเลเซอร์สามารถตอบสนองได้อย่างมีประสิทธิภาพและคุ้มค่า ความสามารถในการสร้างรูปทรงเรขาคณิตที่ซับซ้อนในแต่ละรอบการตั้งค่า (single setup) ช่วยลดเวลาการประกอบและยกระดับคุณภาพของผลิตภัณฑ์
ชิ้นส่วนโครงแชสซี โครงสร้างกรงป้องกันการกลิ่ง (roll cage) และองค์ประกอบของระบบกันสะเทือนได้รับประโยชน์จากความแม่นยำและความยืดหยุ่นของเทคโนโลยีการตัดด้วยเลเซอร์ ข้อต่อและจุดเชื่อมที่ซับซ้อนสามารถตัดได้โดยตรงลงบนท่อโครงสร้าง ทำให้ไม่จำเป็นต้องเตรียมผิวก่อนเชื่อม และรับประกันการเข้ากันอย่างเหมาะสม อุตสาหกรรมยานยนต์ที่ให้ความสำคัญกับการลดน้ำหนักส่งผลให้มีความต้องการใช้ท่อผนังบาง (thin-wall tubing) ซึ่งการตัดด้วยเลเซอร์ให้คุณภาพขอบที่เหนือกว่าและเกิดการบิดงอจากความร้อนน้อยที่สุด
ระบบระบายความร้อนของแบตเตอรี่ในยานยนต์ไฟฟ้า (EV) ใช้เครือข่ายท่อที่ซับซ้อน ซึ่งต้องการความแม่นยำในการผลิตสูงและจุดเชื่อมที่ไม่รั่วซึม การตัดด้วยเลเซอร์ช่วยให้สามารถสร้างเรขาคณิตของช่องระบายความร้อนที่ซับซ้อนได้ ขณะเดียวกันก็รักษาความแม่นยำด้านมิติไว้ซึ่งมีความสำคัญยิ่งต่อการจัดการความร้อนอย่างมีประสิทธิภาพ ความสามารถของเทคโนโลยีนี้ในการประมวลผลโลหะผสมอลูมิเนียมและทองแดง ทำให้เหมาะอย่างยิ่งสำหรับการใช้งานเฉพาะทางเหล่านี้
การใช้งานด้านสถาปัตยกรรมและการก่อสร้าง
การออกแบบสถาปัตยกรรมสมัยใหม่กำลังผสานโครงสร้างที่ทำจากท่อซับซ้อนมากขึ้นเรื่อยๆ ซึ่งแสดงให้เห็นถึงความยืดหยุ่นทางเรขาคณิตที่เป็นไปได้ด้วยเครื่องตัดเลเซอร์สำหรับท่อ องค์ประกอบตกแต่ง การเชื่อมต่อโครงสร้าง และรูปแบบพิเศษสามารถผลิตขึ้นได้อย่างแม่นยำและสม่ำเสมอ ช่วยให้สถาปนิกสามารถเปลี่ยนแนวคิดการออกแบบที่ซับซ้อนให้เป็นจริงได้ เทคโนโลยีนี้รองรับทั้งข้อกำหนดด้านฟังก์ชันการใช้งานและด้านความงามในโครงการก่อสร้างร่วมสมัย
ระบบราวจับ ฉากกั้นตกแต่ง และฟาซาดสถาปัตยกรรม ใช้ท่อที่ตัดด้วยเลเซอร์เพื่อสร้างลวดลายและจุดเชื่อมต่อที่ซับซ้อน ความสามารถในการตัดรูปแบบที่ซับซ้อนและเรขาคณิตที่ตัดกัน ทำให้สามารถสร้างองค์ประกอบที่โดดเด่นด้านภาพลักษณ์ได้โดยยังคงรักษาความแข็งแรงของโครงสร้างไว้ รายละเอียดการเชื่อมต่อเฉพาะที่ออกแบบขึ้นสามารถตัดลงบนชิ้นส่วนโครงสร้างโดยตรง ทำให้กระบวนการประกอบง่ายขึ้นและลดระยะเวลาการก่อสร้าง
การผลิตโครงสร้างเหล็กได้รับประโยชน์จากความแม่นยำและประสิทธิภาพของเทคโนโลยีการตัดด้วยเลเซอร์ โดยเฉพาะอย่างยิ่งสำหรับข้อต่อที่ซับซ้อนและรายละเอียดที่ออกแบบเฉพาะ การก่อสร้างสะพาน โครงสร้างอาคาร และโครงสร้างอุตสาหกรรมใช้ชิ้นส่วนที่ตัดด้วยเลเซอร์เพื่อให้ได้ความแม่นยำในการประกอบ (fit-up) และลดความจำเป็นในการปรับแต่งในสนาม เทคโนโลยีนี้ทำให้สามารถผลิตชิ้นส่วนประกอบที่ซับซ้อนล่วงหน้าได้อย่างมั่นใจในความถูกต้องของมิติและความเข้ากันได้ในการประกอบ
คำถามที่พบบ่อย
วัสดุใดบ้างที่สามารถประมวลผลด้วยเครื่องตัดท่อด้วยเลเซอร์
เครื่องตัดท่อด้วยเลเซอร์สามารถประมวลผลวัสดุโลหะได้หลากหลายชนิด รวมถึงเหล็กกล้าคาร์บอน เหล็กกล้าไร้สนิม อลูมิเนียมอัลลอยด์ ทองแดง ทองเหลือง และอัลลอยด์พิเศษต่างๆ ช่วงความหนาของท่อมักอยู่ระหว่างท่อผนังบางขนาด 0.5 มม. ไปจนถึงท่อโครงสร้างแบบหนักขนาด 25 มม. ขึ้นอยู่กับประเภทของวัสดุและการตั้งค่ากำลังเลเซอร์ โดยแต่ละวัสดุจำเป็นต้องใช้พารามิเตอร์การตัดที่เหมาะสม เช่น กำลังเลเซอร์ ความเร็วในการตัด และการเลือกก๊าซช่วยตัด เพื่อให้ได้ผลลัพธ์ที่ดีที่สุด คุณสมบัติของวัสดุ เช่น ความสามารถในการสะท้อนแสง ความสามารถในการนำความร้อน และลักษณะการหลอมละลาย จะส่งผลต่อศักยภาพในการประมวลผลและคุณภาพของชิ้นงานที่ได้
ความแม่นยำในการตัดเปรียบเทียบกับวิธีการกลึงแบบดั้งเดิมเป็นอย่างไร
เทคโนโลยีการตัดด้วยเลเซอร์มักสามารถบรรลุความคลาดเคลื่อนเชิงมิติได้ที่ ±0.05 ถึง ±0.1 มิลลิเมตร ซึ่งโดยทั่วไปสูงกว่าความแม่นยำของวิธีการตัดแบบกลไกทั่วไป ลักษณะของการตัดด้วยเลเซอร์แบบไม่สัมผัสชิ้นงานช่วยขจัดปัญหาการสึกหรอของเครื่องมือและการเปลี่ยนแปลงของค่าความคลาดเคลื่อนเชิงมิติที่ตามมา ทำให้มั่นใจได้ถึงความแม่นยำที่สม่ำเสมอตลอดกระบวนการผลิต พื้นที่ที่ได้รับผลกระทบจากความร้อน (HAZ) มีขนาดเล็กมากเมื่อเทียบกับการตัดด้วยพลาสมาหรือการตัดด้วยเปลวไฟ จึงช่วยรักษาคุณสมบัติของวัสดุและความเสถียรเชิงมิติไว้ได้ ความแม่นยำและความซ้ำซากได้ของกระบวนการตัดด้วยเลเซอร์จึงทำให้เหมาะอย่างยิ่งสำหรับการใช้งานที่ต้องการความคลาดเคลื่อนเชิงมิติที่แคบและคุณภาพของขอบที่เหนือกว่า
ข้อพิจารณาด้านความปลอดภัยใดบ้างที่สำคัญสำหรับการดำเนินการตัดท่อด้วยเลเซอร์
มาตรการความปลอดภัยในการใช้เลเซอร์ต้องมีการฝึกอบรมอย่างครอบคลุม อุปกรณ์ป้องกันส่วนบุคคลที่เหมาะสม และการควบคุมการเข้าถึงพื้นที่ที่มีรังสีเลเซอร์อย่างเคร่งครัด จำเป็นต้องสวมอุปกรณ์ป้องกันดวงตาที่ออกแบบมาเฉพาะสำหรับความยาวคลื่นของเลเซอร์ที่ใช้งานจริงสำหรับบุคลากรทั้งหมดที่อยู่ในบริเวณใกล้เคียง ระบบระบายอากาศที่เหมาะสมจะช่วยกำจัดไอและอนุภาคที่เกิดขึ้นระหว่างการตัด เพื่อคุ้มครองสุขภาพของผู้ปฏิบัติงานและรักษาคุณภาพอากาศไว้ มาตรการด้านความปลอดภัยจากอัคคีภัย ได้แก่ ระบบดับเพลิงที่เหมาะสมและขั้นตอนการจัดการวัสดุอย่างถูกต้อง เนื่องจากการตัดด้วยเลเซอร์สร้างความร้อนสูงมากและอาจทำให้วัสดุที่ติดไฟได้ลุกไหม้
ข้อกำหนดด้านการบำรุงรักษาส่งผลต่อต้นทุนการดำเนินงานอย่างไร
การบำรุงรักษาเครื่องตัดท่อด้วยเลเซอร์อย่างสม่ำเสมอ รวมถึงการทำความสะอาดชิ้นส่วนออปติคัล การเปลี่ยนชิ้นส่วนที่ใช้แล้วทิ้ง เช่น หัวพ่น (nozzles) และหน้าต่างป้องกัน (protective windows) รวมทั้งการบริการระบบกลไก เช่น ระบบขับเคลื่อน (drives) และตลับลูกปืน (bearings) การจัดตารางการบำรุงรักษาเชิงป้องกันตามจำนวนชั่วโมงการใช้งานจะช่วยป้องกันการหยุดทำงานโดยไม่คาดคิดและยืดอายุการใช้งานของอุปกรณ์ การบำรุงรักษาแหล่งกำเนิดเลเซอร์จะแตกต่างกันไปตามประเภทเทคโนโลยี โดยเลเซอร์ไฟเบอร์ (fiber lasers) โดยทั่วไปต้องการการบำรุงรักษาน้อยกว่าระบบ CO2 แนวทางการบำรุงรักษาที่เหมาะสมมีผลอย่างมากต่อต้นทุนการดำเนินงานในระยะยาว ประสิทธิภาพการผลิต และความสม่ำเสมอของคุณภาพการตัด