
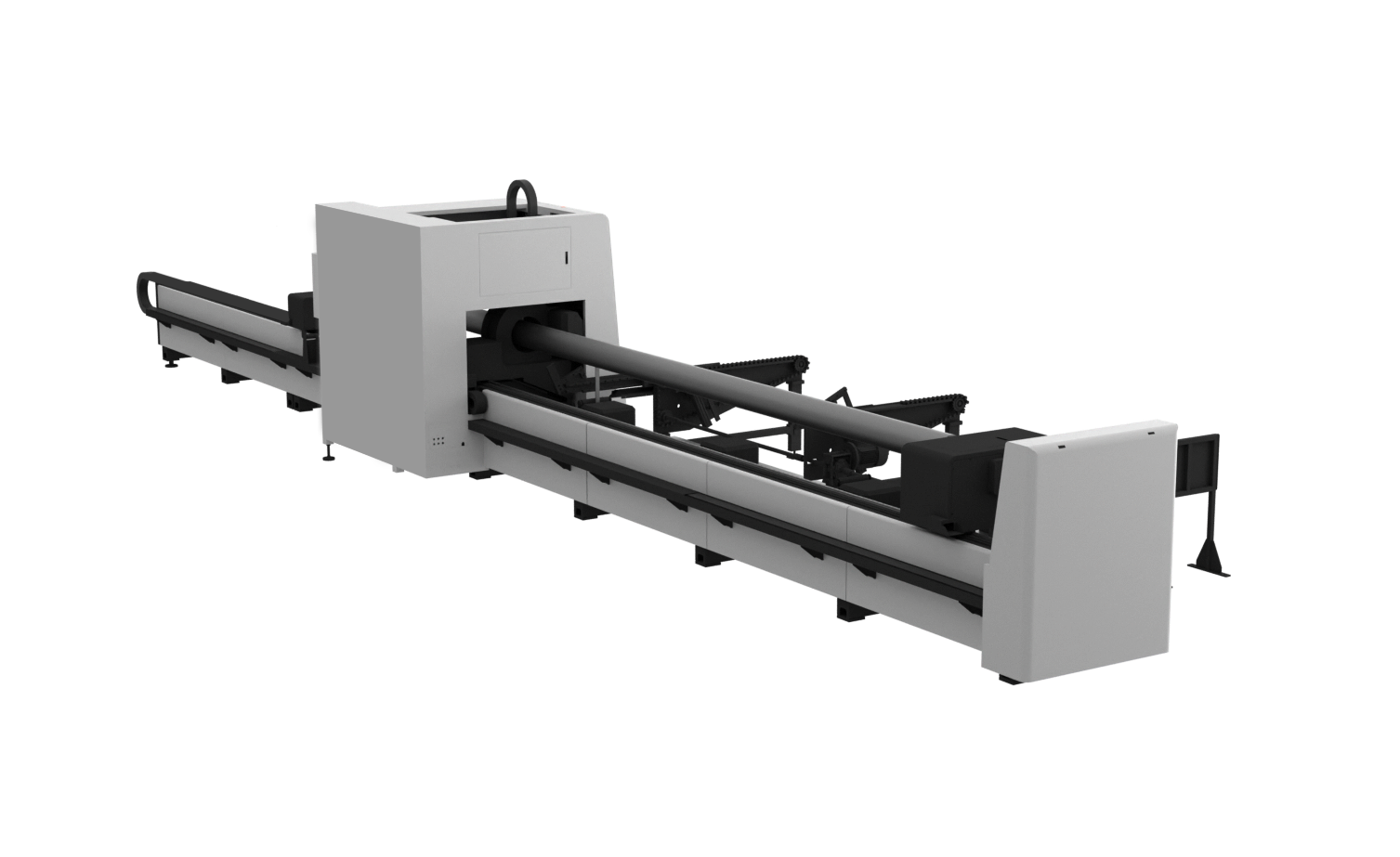
Сучасне виробництво вимагає точності, швидкості та ефективності при обробці трубчастих матеріалів у різних галузях промисловості. Лазерний верстат для різання труб лазерний різальний верстат представляє собою вершину передових технологій виробництва, поєднуючи потужні лазерні системи зі складною автоматизацією для забезпечення неперевершеної точності різання труб, профільних труб і порожнистих профілів. Це революційне обладнання змінило підхід виробників до проектів у галузі металообробки, дозволяючи створювати складні геометричні форми та витончені конструкції, які раніше були неможливі за допомогою традиційних методів різання.
Еволюція технології лазерного різання досягла нових висот завдяки спеціалізованим системам, розробленим спеціально для циліндричних матеріалів. Ці верстати інтегрують кілька осей руху, що дозволяє операторам виконувати складні різи, отвори, вирізи та профілі на різних трубних матеріалах, зокрема на сталі, нержавіючій сталі, алюмінії та мідних сплавах. Точність, якої можна досягти за допомогою сучасних лазерних систем для різання труб, часто значно перевершує показники традиційних механічних методів різання, роблячи їх незамінними для галузей, де потрібні жорсткі допуски й висока якість кромок.
Промислові застосування, що охоплюють системи вихлопу автомобілів, виробництво меблів, архітектурні каркаси та компоненти для авіаційно-космічної промисловості, значною мірою залежать від можливостей цих складних верстатів. Ця технологія усуває додаткові операції, які зазвичай виконуються після традиційного різання, наприклад, зачистку кромок, шліфування чи додаткове механічне оброблення. Такий оптимізований робочий процес не лише скорочує час виробництва, а й мінімізує відходи матеріалів та трудові витрати, сприяючи загальній ефективності й рентабельності виробництва.
Основні принципи роботи
Системи генерації лазерного випромінювання та подачі лазерного променя
Серцем будь-якого лазерного верстата для різання труб є його система генерації лазерного випромінювання, яка, як правило, використовує технологію волоконного лазера для досягнення оптимальної продуктивності та надійності. Ці системи створюють когерентне світло за рахунок вимушеного випромінювання, концентруючи величезні обсяги енергії в сфокусований промінь, здатний плавити й випаровувати металеві матеріали. Джерело лазерного випромінювання генерує довжини хвиль, спеціально налаштовані для максимальної поглинаності металевими поверхнями, що забезпечує ефективну передачу енергії та чисті результати різання.
Системи подачі лазерного променя транспортують згенеровану лазерну енергію від джерела до різального блоку за допомогою складних оптичних шляхів. Високоякісні дзеркала, лінзи та оптоволоконні кабелі зберігають цілісність лазерного променя протягом усього процесу подачі, зберігаючи необхідну щільність сфокусованої енергії для точних операцій різання. Сучасні системи охолодження захищають ці оптичні компоненти від теплових пошкоджень, забезпечуючи стабільну роботу під час тривалих виробничих циклів.
Збірка різального головки включає фокусуючу оптику, яка концентрує лазерний промінь у надзвичайно маленьку точку діаметром зазвичай від 0,1 до 0,3 мм. Ця інтенсивна концентрація енергії створює температуру понад 10 000 °C у фокусі, що миттєво розплавляє металеві матеріали. Допоміжні гази — зазвичай кисень для низьковуглецевої сталі або азот для нержавіючої сталі й алюмінію — сприяють видаленню розплавленого матеріалу з різального шва й покращують якість різання.
Технологія багатовісного керування рухом
Складні системи керування рухом дозволяють лазерним станкам для різання труб одночасно маніпулювати як заготовкою, так і різальним інструментом у кількох осях. Стандартні конфігурації, як правило, включають лінійні осі для позиціонування вздовж довжини труби та обертальні осі для кругового руху навколо діаметра труби. У передових моделях додатково використовуються осі нахилу, що дозволяють різальному інструменту наближатися до заготовки під різними кутами, забезпечуючи косий розріз та складні тривимірні геометричні форми.
Системи сервоприводів забезпечують необхідну точність позиціонування для складних операцій різання, а типові допуски позиціонування вимірюються сотими частками міліметра. Системи зворотного зв’язку з енкодерів постійно контролюють положення осей, що дозволяє вносити корективи в реальному часі й підтримувати розмірну точність протягом усього процесу різання. Це замкнене керування забезпечує відтворюваність результатів при обробці багатьох заготовок — що є обов’язковою умовою для високопродуктивних виробничих середовищ.
Алгоритми інтерполяції координують рух по всіх осях, забезпечуючи плавні траєкторії руху інструменту, що зберігають оптимальні швидкості різання й одночасно забезпечують високу точність. Система керування обчислює складні траєкторії в режимі реального часу, коригуючи подачу та потужність лазера залежно від властивостей матеріалу, його товщини та геометричних вимог. Таке інтелектуальне керування максимізує продуктивність, зберігаючи при цьому високу якість різання в різноманітних застосуваннях.
Основні компоненти машини та її архітектура
Конструктивна рама та системи кріплення заготовок
Механічна основа лазерного верстата для різання труб повинна мати виняткову жорсткість і стійкість до вібрацій, щоб забезпечити точність різання під час високошвидкісних операцій. Зварні сталеві рами або чавунні основи забезпечують необхідну стабільність, тоді як прецизійно шліфовані напрямні рейки гарантують плавне й точне переміщення осей. Системи кріплення з антивібраційним захистом ізолюють верстат від зовнішніх впливів, запобігаючи виникненню дефектів якості через фактори навколишнього середовища.
Системи кріплення заготовок забезпечують обробку труб різних діаметрів і довжин за допомогою регульованих патронів і підтримок задньої бабки. Пневматичні або гідравлічні системи затискання надійно фіксують заготовки, одночасно дозволяючи швидкі цикли завантаження та розвантаження. У передових верстатах використовуються автоматичні системи завантаження труб, які беруть матеріал із складських стелажів, що ще більше скорочує тривалість циклу та потребу в ручній праці у виробничих середовищах з високим обсягом випуску.
Системи матеріального підтримання простягаються вздовж довжини верстата й забезпечують безперервну підтримку довгих труб під час операцій різання. Ці системи часто включають регульовані роликові опори, які зберігають правильне вирівнювання заготовки й одночасно дозволяють їй вільно обертатися. Інтегровані вимірювальні системи перевіряють розміри труб і їх прямолінійність, що дозволяє автоматично компенсувати відхилення в матеріалі, які можуть впливати на точність різання.
Системи керування та інтеграція програмного забезпечення
Сучасні лазерні верстати для різання труб ґрунтуються на складних системах числового програмного керування (ЧПК), які безперебійно інтегруються з програмним забезпеченням проектування та виробництва. Такі платформи керування обробляють складні тривимірні моделі й автоматично генерують оптимізовані програми різання, що мінімізують час виробництва й одночасно максимізують використання матеріалу. Графічні інтерфейси користувача спрощують експлуатацію верстатів і забезпечують комплексні можливості моніторингу та діагностики.
Інтеграція програмного забезпечення CAD/CAM дозволяє безпосереднє імпортування інженерних креслень та тривимірних моделей, усуваючи необхідність ручного програмування для складних геометрій. Автоматичні алгоритми розміщення оптимізують використання матеріалу шляхом розташування кількох деталей на одному відрізку труби, що зменшує відходи й підвищує економічну ефективність. Функції імітації дозволяють операторам перевіряти програми різання до початку фактичного виробництва, запобігаючи дорогостоячим помилкам та втратам матеріалу.
Системи моніторингу в реальному часі відстежують параметри різання, споживання матеріалу та виробничі статистичні дані, надаючи цінну інформацію для оптимізації процесів та контролю якості. Алгоритми прогнозного технічного обслуговування аналізують дані про продуктивність обладнання, щоб планувати заходи технічного обслуговування до виникнення відмов компонентів, мінімізуючи непередбачені простої та продовжуючи термін експлуатації обладнання.
Можливості та сфери застосування обробки матеріалів
Підтримувані матеріали та діапазони товщин
Високоякісний лазерний верстат для різання труб демонструє вражаючу багатофункційність у обробці різних металевих матеріалів, які широко використовуються в промислових застосуваннях. Труби з вуглецевої сталі є найпоширенішим матеріалом для обробки; можливості різання охоплюють тонкостінні трубки з товщиною стінки 0,5 мм і важкі конструкційні труби з товщиною стінки понад 25 мм. Лазерне різання забезпечує чисті, вільні від оксидів кромки на вуглецевій сталі, часто усуваючи необхідність додаткової остаточної обробки.
Обробка нержавіючої сталі вимагає спеціальної оптимізації параметрів для досягнення високої якості кромок та запобігання забрудненню зони термічного впливу. Азот як допоміжний газ створює інертне середовище різання, що зберігає корозійностійкі властивості матеріалів із нержавіючої сталі. Просунуті лазерна різальна машина для труб конфігурації дозволяють обробляти труби з нержавіючої сталі з товщиною стінки до 20 мм при збереженні жорстких розмірних допусків та гладких поверхневих шорсткостей.
Алюмінієві сплави створюють унікальні виклики через їх високу теплопровідність та відбивну здатність. Спеціалізовані довжини хвиль лазера та оптимізовані параметри різання дозволяють подолати ці властивості матеріалу, забезпечуючи чисте різання алюмінієвих труб, що використовуються в авіакосмічній, автомобільній та архітектурній галузях. Мідь та латунь, хоча й є складнішими для обробки через надзвичайно високу відбивну здатність, також можуть ефективно оброблятися за умови правильної оптимізації параметрів та дотримання заходів безпеки.
Геометрична складність та проектна гнучкість
Багатовісні можливості сучасних лазерних станцій для різання труб дозволяють створювати складні геометричні форми, які неможливо або надзвичайно дорого виготовити за допомогою традиційних методів обробки. Перетинаючі отвори, пази, вирізи та профілі можна різати з високою точністю позиціонування й гладкими поверхнями. Фаски для підготовки до зварювання, складні кути для конструктивних з’єднань та витончені декоративні візерунки — усе це входить до можливостей передових систем.
Можливості тривимірного різання дозволяють операторам створювати складні з’єднання й вузли безпосередньо під час процесу різання, що усуває необхідність у додаткових операціях механічної обробки. Сідлові різи для з’єднання труби з трубою, «риб’ячі пащі» для конструктивних застосувань та спеціальні профілі для унікальних збірок можна програмувати й виконувати автоматично. Така гнучкість дозволяє виробникам ефективніше виготовляти складні збірки, зберігаючи при цьому сталі стандарти якості.
Функції маркування та гравірування, інтегровані в багатьох лазерних станках для різання труб, додають цінну функціональність для ідентифікації деталей, забезпечення їхньої прослідковості та декоративних застосувань. Параметри лазера можна налаштовувати для створення постійних позначок без порушення структурної цілісності, що дозволяє здійснювати серійну маркування, брендування та маркування для контролю якості безпосередньо під час процесу різання.
Контроль якості та стандарти точності
Розмірна точність і відтворюваність
Точне виробництво вимагає від лазерних станків для різання труб надзвичайної розмірної точності та повторюваності — вимог, які сучасні системи послідовно задовольняють завдяки передовим технологіям керування. Типові розмірні допуски становлять від ±0,1 до ±0,05 мм для більшості застосувань, а деякі спеціалізовані системи досягають ще більш жорстких допусків для критичних компонентів. Такий рівень точності забезпечує правильну підгонку деталей у зварних збірках та усуває необхідність дорогостоячих операцій переделки.
Вимірювання повторюваності демонструють стабільність роботи лазерного верстата для різання труб при виготовленні кількох однакових деталей; типові технічні характеристики передбачають відхилення менше ніж на 0,02 міліметра між послідовними розрізами. Ця виняткова повторюваність забезпечує високопродуктивне виробництво прецизійних компонентів без зсуву або погіршення якості з часом. Системи статистичного контролю процесу відстежують розмірні відхилення й повідомляють операторів про потенційні проблеми до того, як вони вплинуть на якість виробництва.
Системи термокомпенсації враховують температурно-індуковані розмірні зміни як у конструкції верстата, так і в матеріалах заготовки, забезпечуючи точність протягом тривалих виробничих циклів. Системи контролю навколишнього середовища та моніторингу температури забезпечують стабільні умови експлуатації, що зберігає точність різання незалежно від коливань зовнішньої температури чи сезонних змін.
Якість поверхні та характеристики зрізу
Висока якість кромок, досяжна за допомогою лазерної різки, є одним із головних переваг цього методу порівняно з традиційними механічними способами різання. Кромки, отримані лазерною різкою, зазвичай мають гладку поверхню з мінімальною зоною термічного впливу, що зменшує або повністю усуває потребу в додатковій остаточній обробці. Вимірювання шорсткості поверхні на трубах, розрізаних лазером, часто знаходяться в межах Ra 3,2–Ra 6,3 мікрометра, що є придатним для більшості промислових застосувань без додаткової обробки.
Контроль зони термічного впливу стає критичним при обробці матеріалів, чутливих до теплових деформацій або металургійних змін. Оптимізовані параметри різання мінімізують тепловий вплив, зберігаючи при цьому швидкість різання й зберігаючи властивості матеріалу в непосредній близькості до кромок різання. Швидкі темпи охолодження, притаманні процесам лазерної різки, часто забезпечують покращені механічні властивості порівняно з іншими термічними методами різання, які вносять надлишкове тепло в заготовку.
Перпендикулярність кромок і сталість ширини різання значно впливають на якість збирання та зварювальні характеристики. Лазерне різання, як правило, забезпечує перпендикулярні кромки з мінімальним ухилом, що гарантує правильну підгонку деталей для зварних з’єднань та механічних зборок. Сталість ширини різання дозволяє точно розраховувати розміщення деталей на листі та оптимізувати використання матеріалу, зменшуючи відходи й підвищуючи економічну ефективність.
Промислові застосування та ринкові сектори
Автомобільна та транспортна промисловість
Автомобільна промисловість є одним із найбільших ринків застосування лазерних верстатів для різання труб, що зумовлено потребою у легких конструкціях, підвищенні паливної ефективності та складному проектуванні систем випуску відпрацьованих газів. Виробництво вихлопних труб вимагає точного різання, гнуття та з’єднання деталей — завдання, які технологія лазерного різання виконує ефективно й економічно. Можливість створення складних геометричних форм у єдиній установці скорочує час збирання й покращує якість продукції.
Компоненти шасі, конструкції каркасів проти перекидання та елементи підвіски вигідно використовують точність і гнучкість технології лазерного різання. Складні з’єднання та вузли можна вирізати безпосередньо у структурних трубах, що усуває необхідність підготовки до зварювання й забезпечує правильну збірку. Акцент автомобільної промисловості на зменшенні маси стимулює попит на застосування тонкостінних труб, де лазерне різання забезпечує вищу якість кромок і мінімальну теплову деформацію.
Системи охолодження акумуляторів електромобілів (EV) використовують складні мережі трубопроводів, які вимагають точних виробничих допусків і герметичних з’єднань. Лазерне різання дозволяє створювати складні геометрії каналів охолодження, зберігаючи критичну для ефективного теплового управління розмірну точність. Здатність цієї технології обробляти алюмінієві та мідні сплави робить її ідеальною для цих спеціалізованих застосувань.
Архітектурні та будівельні застосування
Сучасний архітектурний дизайн усе частіше включає складні трубчасті конструкції, що демонструють геометричну гнучкість, досяжну за допомогою лазерних верстатів для різання труб. Декоративні елементи, конструктивні з’єднання та спеціальні профілі можна створювати з високою точністю й повторюваністю, що дає архітекторам змогу реалізовувати складні дизайн-концепції. Ця технологія задовольняє як функціональні, так і естетичні вимоги сучасних будівельних проектів.
Системи поручнів, декоративні екрани та архітектурні фасади використовують лазерно нарізані труби для створення складних візерунків і з’єднань. Можливість різати складні профілі та перетинаючі геометричні форми дозволяє створювати візуально вражаючі елементи, зберігаючи при цьому конструктивну міцність. Спеціальні деталі з’єднань можна нарізати безпосередньо в несучих елементах, що спрощує збирання й скорочує терміни будівництва.
Виготовлення конструкційної сталі виграє від точності та ефективності технології лазерного різання, зокрема для складних з’єднань і нестандартних деталей. У будівництві мостів, каркасах будівель та промислових спорудах використовують компоненти, вирізані лазером, щоб забезпечити точне підганяння та зменшити потребу в коригуванні на об’єкті. Ця технологія дозволяє з великою впевненістю виготовляти в умовах заводського виробництва складні збірки з гарантованою розмірною точністю та сумісністю при збиранні.
ЧаП
Які матеріали можна обробляти за допомогою лазерного верстата для різання труб?
Лазерні верстати для різання труб можуть обробляти широкий спектр металевих матеріалів, зокрема вуглецеву сталь, нержавіючу сталь, алюмінієві сплави, мідь, латунь та різні спеціальні сплави. Діапазон товщин зазвичай становить від тонкостінних трубок товщиною 0,5 мм до важких конструкційних труб товщиною до 25 мм — залежно від типу матеріалу та конфігурації потужності лазера. Для кожного матеріалу необхідно підбирати оптимальні параметри різання, зокрема потужність лазера, швидкість різання та вибір допоміжного газу, щоб досягти найкращих результатів. Відбиття матеріалу, його теплопровідність та характеристики плавлення впливають на можливості обробки та якість кінцевого результату.
Як співвідноситься точність різання з традиційними методами механічної обробки?
Технологія лазерного різання зазвичай забезпечує розмірні допуски в межах ±0,05–±0,1 мм, часто перевершуючи точність традиційних механічних методів різання. Неконтактний характер лазерного різання усуває знос інструменту та пов’язане з цим відхилення розмірів, забезпечуючи стабільну точність протягом усього виробничого циклу. Зона термічного впливу мінімальна порівняно з плазмовим або газополум’яним різанням, що зберігає властивості матеріалу та його розмірну стабільність. Висока точність і повторюваність лазерного різання роблять його ідеальним для застосувань, де потрібні жорсткі допуски та висока якість кромок.
Які аспекти безпеки є важливими під час роботи з лазерним різанням труб?
Протоколи безпеки лазерів вимагають комплексного навчання, використання відповідного індивідуального засобу захисту та обмеженого доступу до зон випромінювання лазера. Захисні окуляри, спеціально розроблені для довжини хвилі використовуваного лазера, є обов’язковими для всіх осіб, що перебувають у цих зонах. Ефективні системи вентиляції видаляють пари та частинки, що утворюються під час різальних операцій, забезпечуючи здоров’я оператора й підтримуючи якість повітря. Заходи пожежної безпеки включають встановлення відповідних систем гасіння пожеж та дотримання правил обробки матеріалів, оскільки лазерне різання генерує значну кількість тепла й може спричинити займання легкозаймистих матеріалів.
Як вимоги до технічного обслуговування впливають на експлуатаційні витрати
Регулярне технічне обслуговування лазерних труборізів включає очищення оптичних компонентів, заміну споживаних деталей, таких як сопла та захисні вікна, а також обслуговування механічних систем, зокрема приводів і підшипників. Планове технічне обслуговування, розраховане на основі нароблених годин роботи, допомагає запобігти неочікуваному простою й продовжити термін експлуатації обладнання. Технічне обслуговування джерела лазерного випромінювання залежить від типу технології: волоконні лазери, як правило, потребують меншого обслуговування, ніж CO₂-системи. Дотримання правильних практик технічного обслуговування суттєво впливає на довгострокові експлуатаційні витрати, продуктивність та стабільність якості різання.
Зміст
- Основні принципи роботи
- Основні компоненти машини та її архітектура
- Можливості та сфери застосування обробки матеріалів
- Контроль якості та стандарти точності
- Промислові застосування та ринкові сектори
-
ЧаП
- Які матеріали можна обробляти за допомогою лазерного верстата для різання труб?
- Як співвідноситься точність різання з традиційними методами механічної обробки?
- Які аспекти безпеки є важливими під час роботи з лазерним різанням труб?
- Як вимоги до технічного обслуговування впливають на експлуатаційні витрати