
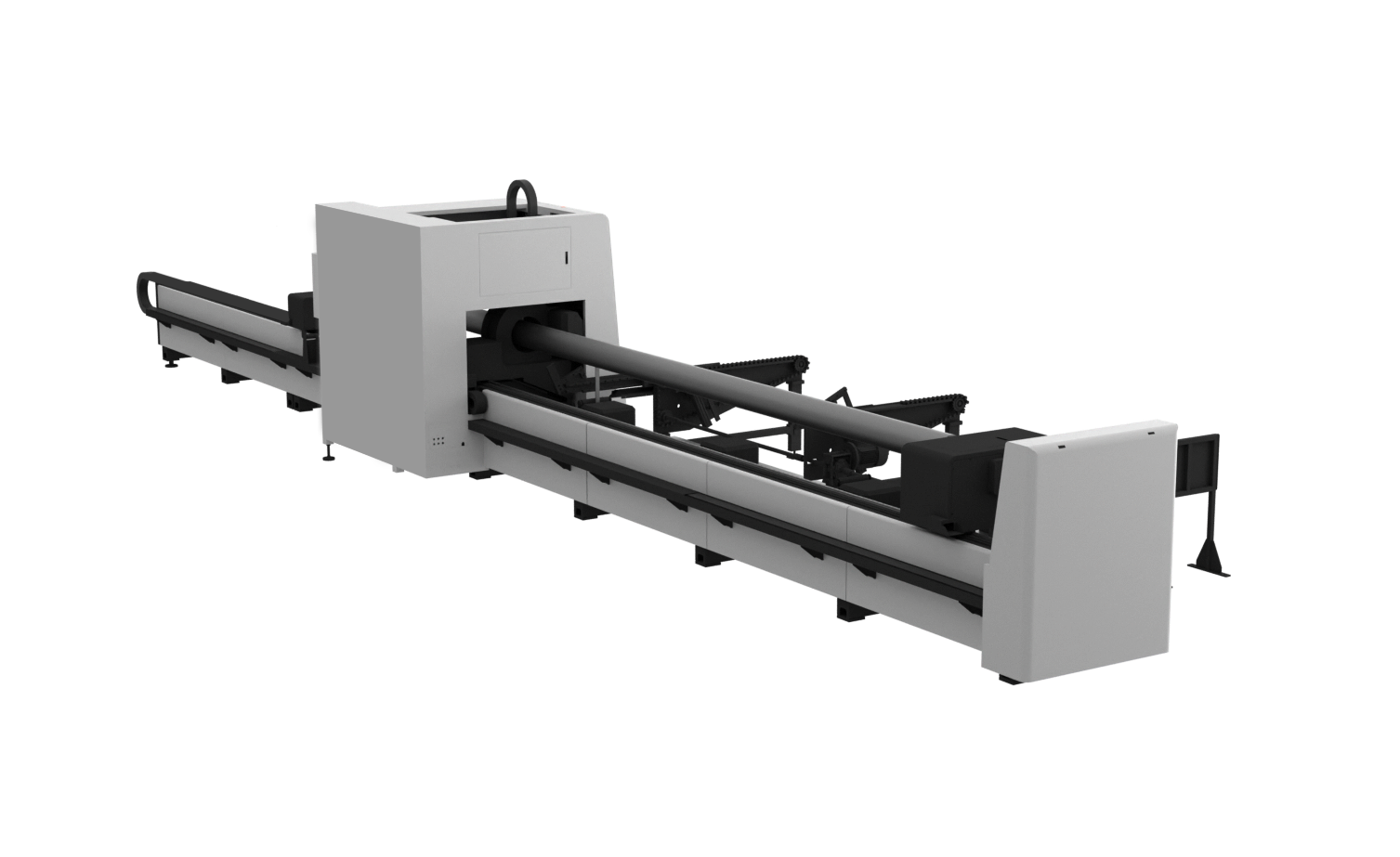
Współczesna produkcja wymaga precyzji, szybkości i wydajności przy obróbce materiałów tubularnych w różnych branżach. Maszyna do laserowego cięcia rur maszyna do cięcia laserowego stanowi szczyt zaawansowanej technologii produkcyjnej, łącząc wysokomocne systemy laserowe z zaawansowaną automatyką w celu zapewnienia nieosiągalnej dokładności cięcia rur, przewodów i profili pustowniczych. To rewolucyjne urządzenie zmieniło sposób, w jaki producenci podejmują projekty obróbki metali, umożliwiając realizację złożonych geometrii i szczegółowych projektów, które wcześniej były niemożliwe do wykonania przy użyciu konwencjonalnych metod cięcia.
Ewolucja technologii cięcia laserowego osiągnęła nowe szczyty dzięki specjalistycznym systemom zaprojektowanym specjalnie do obróbki materiałów cylindrycznych. Maszyny te integrują ruchy w wielu osiach, umożliwiając operatorom wykonywanie złożonych cięć, otworów, nacięć oraz profili na różnych materiałach rurowych, takich jak stal, stal nierdzewna, aluminium i stopy miedzi. Dokładność osiągana za pomocą nowoczesnych systemów laserowych do cięcia rur często znacznie przewyższa możliwości tradycyjnych metod cięcia mechanicznego, czyniąc je niezastąpionymi w branżach wymagających ścisłych tolerancji i najwyższej jakości krawędzi.
Zastosowania przemysłowe obejmujące systemy wydechowe pojazdów samochodowych, produkcję mebli, konstrukcje architektoniczne oraz komponenty lotnicze i kosmiczne w znacznym stopniu opierają się na możliwościach tych zaawansowanych maszyn. Technologia ta eliminuje operacje wtórne, które zwykle są wymagane po tradycyjnym cięciu, takie jak usuwanie wykańczaków, szlifowanie lub dodatkowe obróbki skrawaniem. Uproszczony przebieg procesu produkcyjnego nie tylko skraca czas produkcji, ale także minimalizuje odpady materiałowe oraz koszty pracy, co przyczynia się do ogólnej wydajności i rentowności produkcji.
Podstawowe zasady działania
Generacja wiązki laserowej i systemy dostarczania wiązki
Sercem każdej maszyny do cięcia rur za pomocą lasera jest jej system generowania promieniowania laserowego, który zwykle wykorzystuje technologię laserów włóknowych w celu zapewnienia optymalnej wydajności i niezawodności. Te systemy wytwarzają światło spójne poprzez wymuszoną emisję, skupiając ogromne ilości energii w skoncentrowaną wiązkę zdolną do stopienia i odparowania materiałów metalowych. Źródło promieniowania laserowego generuje długości fal specjalnie dobrano do maksymalnego pochłaniania przez powierzchnie metalowe, zapewniając wydajny transfer energii oraz czyste rezultaty cięcia.
Systemy transportu wiązki przekazują wygenerowaną energię laserową ze źródła do głowicy cięcia za pośrednictwem zaawansowanych ścieżek optycznych. Wysokiej jakości lustra, soczewki oraz kable światłowodowe zapewniają integralność wiązki na całym etapie transportu, zachowując gęstość skoncentrowanej energii niezbędną do precyzyjnych operacji cięcia. Zaawansowane systemy chłodzenia chronią te elementy optyczne przed uszkodzeniami termicznymi, zapewniając stałą wydajność podczas długotrwałych cykli produkcyjnych.
Zespół głowicy cięcia zawiera optykę skupiającą, która skupia wiązkę laserową do bardzo małego punktu o średnicy zwykle od 0,1 do 0,3 mm. Tak intensywne skupienie energii powoduje powstanie temperatur przekraczających 10 000 °C w punkcie ogniskowania, co natychmiast topi materiały metalowe. Gazy wspomagające – zazwyczaj tlen dla stali węglowej lub azot dla stali nierdzewnej i aluminium – ułatwiają usuwanie stopionego materiału ze szczeliny cięcia oraz poprawiają jakość cięcia.
Technologia wieloosiowego sterowania ruchem
Zaawansowane systemy sterowania ruchem umożliwiają maszynom do laserowego cięcia rur jednoczesne manipulowanie zarówno przedmiotem obrabianym, jak i głowicą tnącą wzdłuż wielu osi. Standardowe konfiguracje obejmują zazwyczaj osie liniowe do pozycjonowania wzdłuż długości rury oraz osie obrotowe do ruchu okrężnego wokół średnicy rury. Zaawansowane modele zawierają dodatkowe osie nachylania, które pozwalają głowicy tnącej zbliżać się do przedmiotu obrabianego pod różnymi kątami, umożliwiając cięcia skośne oraz złożone geometrie trójwymiarowe.
Systemy silników serwonapędowych zapewniają precyzyjną dokładność pozycjonowania niezbędną do wykonywania skomplikowanych operacji cięcia, przy typowych tolerancjach pozycjonowania mierzonych w setnych częściach milimetra. Systemy sprzężenia zwrotnego z enkoderów stale monitorują położenia osi, umożliwiając korekty w czasie rzeczywistym oraz utrzymanie dokładności wymiarowej na протяжении całego procesu cięcia. To sterowanie w układzie zamkniętym gwarantuje powtarzalność wyników przy obróbce wielu przedmiotów, co jest kluczowe w środowiskach produkcji masowej.
Algorytmy interpolacji koordynują ruch we wszystkich osiach, tworząc gładkie ścieżki narzędzia, które zapewniają optymalne prędkości cięcia przy jednoczesnym zachowaniu dokładności. System sterowania oblicza złożone trajektorie w czasie rzeczywistym, dostosowując prędkości posuwu oraz poziomy mocy lasera na podstawie właściwości materiału, zmienności jego grubości oraz wymagań geometrycznych. To inteligentne sterowanie maksymalizuje wydajność, zachowując przy tym wysoką jakość cięcia w różnorodnych zastosowaniach.
Podstawowe komponenty maszyny i architektura
Rama konstrukcyjna i systemy mocowania przedmiotów
Mechaniczna podstawa maszyny do cięcia laserowego rur wymaga wyjątkowej sztywności i odporności na wibracje, aby zachować dokładność cięcia podczas operacji wysokoprędkościowych. Spawane ramy stalowe lub podstawy z żeliwa zapewniają niezbędną stabilność, podczas gdy precyzyjnie szlifowane prowadnice gwarantują płynne i dokładne przemieszczanie się osi. Systemy montażowe zapobiegające wibracjom izolują maszynę od zakłóceń zewnętrznych, zapobiegając problemom jakościowym wywołanym czynnikami środowiskowymi.
Systemy mocowania materiału dopasowują się do różnych średnic i długości rur dzięki regulowanym mechanizmom imaków oraz podporom tylnym. Pneumatyczne lub hydrauliczne systemy zaciskania bezpiecznie utrzymują przedmioty obrabiane, umożliwiając przy tym szybkie cykle załadunku i rozładunku. Zaawansowane maszyny są wyposażone w automatyczne systemy załadunku rur, które pobierają materiał z regałów magazynowych, co dalszym stopniem skraca czasy cyklu oraz zmniejsza zapotrzebowanie na siłę roboczą w środowiskach produkcji masowej.
Systemy wspomagania materiału rozciągają się wzdłuż długości maszyny, zapewniając ciągłe podparcie długich rur podczas operacji cięcia. Systemy te często obejmują regulowane podpórki wałkowe, które utrzymują odpowiednie wypoziomowanie, umożliwiając jednocześnie swobodne obracanie przedmiotu obrabianego. Zintegrowane systemy pomiarowe weryfikują wymiary i prostoliniowość rur, umożliwiając automatyczną korekcję odchyleń materiału, które mogłyby wpłynąć na dokładność cięcia.
Systemy sterujące i integracja oprogramowania
Współczesne maszyny do laserowego cięcia rur opierają się na zaawansowanych komputerowych systemach sterowania numerycznego (CNC), które integrują się bezproblemowo z oprogramowaniem projektowym i produkcyjnym. Te platformy sterujące przetwarzają złożone trójwymiarowe modele, generując automatycznie zoptymalizowane programy cięcia, które minimalizują czas produkcji, maksymalizując przy tym wykorzystanie materiału. Graficzne interfejsy użytkownika ułatwiają obsługę maszyny, zapewniając zarazem kompleksowe funkcje monitoringu i diagnostyki.
Integracja oprogramowania CAD/CAM umożliwia bezpośrednie importowanie rysunków inżynierskich i trójwymiarowych modeli, eliminując programowanie ręczne dla złożonych geometrii. Automatyczne algorytmy rozmieszczania optymalizują zużycie materiału poprzez układanie wielu elementów na pojedynczych odcinkach rury, co zmniejsza odpady i poprawia efektywność kosztową. Możliwości symulacji pozwalają operatorom zweryfikować programy cięcia przed rzeczywistą produkcją, zapobiegając drogim błędom oraz marnowaniu materiału.
Systemy monitoringu w czasie rzeczywistym śledzą parametry cięcia, zużycie materiału oraz dane statystyczne produkcji, dostarczając cennych informacji do optymalizacji procesu i kontroli jakości. Algorytmy konserwacji predykcyjnej analizują dane dotyczące wydajności maszyny, aby zaplanować czynności konserwacyjne jeszcze przed wystąpieniem awarii poszczególnych komponentów, minimalizując tym samym nieplanowane przestoje oraz wydłużając żywotność sprzętu.
Możliwości przetwarzania materiałów i zastosowania
Obsługiwane materiały i zakresy grubości
Wysokiej jakości maszyna do laserowego cięcia rur charakteryzuje się wyjątkową uniwersalnością w obróbce różnych materiałów metalowych stosowanych powszechnie w zastosowaniach przemysłowych. Rury ze stali węglowej stanowią najczęściej przetwarzany materiał, przy czym możliwości cięcia obejmują cienkościenne rury o grubości ścianki 0,5 mm aż po ciężkie rury konstrukcyjne o grubości ścianki przekraczającej 25 mm. Proces cięcia laserowego zapewnia czyste, wolne od tlenków krawędzie stali węglowej, co często eliminuje konieczność wykonywania dodatkowych operacji wykańczających.
Przetwarzanie stali nierdzewnej wymaga specjalnej optymalizacji parametrów, aby osiągnąć wysoką jakość krawędzi oraz zapobiec zanieczyszczeniu strefy wpływu ciepła. Gaz wspomagający – azot – tworzy obojętne środowisko cięcia, które zachowuje właściwości odporności na korozję stali nierdzewnej. Zaawansowane maszyna do wycinania rur laserem konfiguracje pozwalają na przetwarzanie rur ze stali nierdzewnej o grubości ścianki do 20 mm przy jednoczesnym utrzymaniu ścisłych tolerancji wymiarowych oraz gładkich powierzchni końcowych.
Stopy aluminium stwarzają unikalne wyzwania ze względu na ich wysoką przewodność cieplną oraz charakterystykę odbijania promieniowania. Zastosowanie specjalnych długości fal laserowych oraz zoptymalizowanych parametrów cięcia pozwala pokonać te właściwości materiałowe, umożliwiając czyste cięcie rur aluminiowych stosowanych w zastosowaniach lotniczych, motocyklowych i architektonicznych. Miedź i mosiądz, choć są trudniejsze w obróbce ze względu na bardzo dużą odbijalność, mogą być również skutecznie przetwarzane przy odpowiedniej optymalizacji parametrów oraz zachowaniu środków ostrożności.
Złożoność geometryczna i elastyczność projektowa
Wieloosiowe możliwości nowoczesnych maszyn do laserowego cięcia rur umożliwiają tworzenie złożonych geometrii, które byłyby niemożliwe lub niezwykle kosztowne przy użyciu konwencjonalnych metod obróbki. Przecinające się otwory, wycięcia, nacięcia oraz profile można precyzyjnie wycinać z dokładnym pozycjonowaniem i gładkimi powierzchniami. Krawędzie pochylone do przygotowania spawania, kąty złożone do połączeń konstrukcyjnych oraz skomplikowane wzory dekoracyjne należą do zakresu możliwości zaawansowanych systemów.
Możliwości cięcia trójwymiarowego pozwalają operatorom tworzyć złożone połączenia i złącza bezpośrednio w trakcie procesu cięcia, eliminując dodatkowe operacje obróbkowe. Cięcia typu siodłowe do połączeń rura-rura, złącza typu „rybia paszcza” do zastosowań konstrukcyjnych oraz niestandardowe profile do specjalizowanych zespołów mogą być programowane i wykonywane w pełni automatycznie. Ta elastyczność pozwala producentom efektywniej wytwarzać złożone zespoły, zachowując przy tym stałe standardy jakości.
Funkcje znakowania i grawerowania wbudowane w wiele maszyn do laserowego cięcia rur dodają wartościowej funkcjonalności umożliwiającej identyfikację części, śledzenie ich pochodzenia oraz zastosowania dekoracyjne. Parametry lasera można dostosować tak, aby uzyskać trwałe oznaczenia bez naruszania integralności konstrukcyjnej, co pozwala na nanoszenie numerów seryjnych, znaków towarowych oraz oznaczeń kontrolnych jakości bezpośrednio w trakcie procesu cięcia.
Kontrola jakości i standardy precyzji
Dokładność wymiarowa i powtarzalność
Wytwarzanie precyzyjne wymaga od maszyn do laserowego cięcia rur wyjątkowej dokładności wymiarowej oraz powtarzalności — cech, których nowoczesne systemy osiągają systematycznie dzięki zaawansowanym technologiom sterowania. Typowe tolerancje wymiarowe mieszczą się w zakresie od ±0,1 do ±0,05 mm dla większości zastosowań, przy czym niektóre specjalizowane systemy osiągają jeszcze mniejsze tolerancje w przypadku krytycznych komponentów. Taki poziom dokładności zapewnia prawidłowe dopasowanie elementów w złożeniach spawanych oraz wyklucza kosztowne operacje poprawkowe.
Pomiary powtarzalności wykazują spójność działania maszyny do laserowego cięcia rur przy obróbce wielu identycznych części, przy typowych specyfikacjach wskazujących na odchylenia mniejsze niż 0,02 mm pomiędzy kolejnymi cięciami. Ta wyjątkowa powtarzalność umożliwia produkcję dużych serii precyzyjnych elementów bez dryfu ani pogorszenia jakości w czasie. Systemy statystycznej kontroli procesu monitorują odchylenia wymiarowe, ostrzegając operatorów przed potencjalnymi problemami jeszcze zanim wpłyną one na jakość produkcji.
Systemy kompensacji termicznej uwzględniają zmiany wymiarowe wywołane temperaturą zarówno w konstrukcji maszyny, jak i w materiałach obrabianych części, zapewniając stałą dokładność przez cały czas długotrwałej produkcji. Kontrola środowiska roboczego oraz monitorowanie temperatury gwarantują stabilne warunki eksploatacji, które zachowują dokładność cięcia niezależnie od zmian temperatury otoczenia czy pór roku.
Jakość powierzchni i charakterystyka krawędzi
Wysoka jakość krawędzi osiągana za pomocą technologii cięcia laserowego stanowi jedną z głównych zalet w porównaniu do tradycyjnych metod cięcia mechanicznego. Krawędzie uzyskane metodą cięcia laserowego charakteryzują się zazwyczaj gładkimi powierzchniami i minimalną strefą wpływu ciepła, co redukuje lub całkowicie eliminuje konieczność dodatkowej obróbki wykańczającej. Pomiar chropowatości powierzchni rur ciętych laserem mieści się często w zakresie Ra 3,2–Ra 6,3 mikrometra, co czyni je odpowiednimi do większości zastosowań przemysłowych bez konieczności dalszej obróbki.
Kontrola strefy wpływu ciepła staje się kluczowa przy obróbce materiałów wrażliwych na odkształcenia termiczne lub zmiany metalurgiczne. Zoptymalizowane parametry cięcia minimalizują dopływ ciepła, zachowując jednocześnie wydajność cięcia, co pozwala zachować właściwości materiału w obszarze przyległym do krawędzi cięcia. Szybkie tempo chłodzenia charakterystyczne dla procesów cięcia laserowego często przekłada się na poprawę właściwości mechanicznych w porównaniu z metodami cięcia termicznego, które wprowadzają do przedmiotu obrabianego nadmiar ciepła.
Prostopadłość krawędzi i spójność szerokości cięcia znacząco wpływają na jakość montażu oraz wydajność spawania. Cięcie laserem zwykle zapewnia krawędzie prostopadłe z minimalnym nachyleniem, co gwarantuje odpowiednie dopasowanie połączeń spawanych oraz zespołów mechanicznych. Spójna szerokość cięcia umożliwia dokładne obliczenia rozmieszczenia elementów (nestingu) oraz optymalizację wykorzystania materiału, redukując odpady i poprawiając efektywność kosztową.
Zastosowania przemysłowe i sektory rynkowe
Przemysł motoryzacyjny i transportowy
Przemysł motocyklowy i samochodowy stanowi jeden z największych rynków zastosowań maszyn do cięcia rur techniką laserową, co wynika z potrzeby lekkich konstrukcji, poprawy oszczędności paliwa oraz złożonych projektów układów wydechowych. Produkcja rur wydechowych wymaga precyzyjnych cięć, gięć i połączeń – wszystko to technologia cięcia laserowego zapewnia w sposób wydajny i opłacalny. Możliwość tworzenia złożonych geometrii w pojedynczym ustawieniu zmniejsza czas montażu i poprawia jakość produktu.
Elementy podwozia, konstrukcje klatek ochronnych oraz elementy zawieszenia korzystają z precyzji i elastyczności technologii cięcia laserowego. Skomplikowane połączenia i złącza można wycinać bezpośrednio w rurach konstrukcyjnych, eliminując czas przygotowania do spawania i zapewniając prawidłowe dopasowanie. Skupienie przemysłu motocyklowego na redukcji masy napędza popyt na zastosowania cienkościennych rur, w których cięcie laserowe zapewnia wyższą jakość krawędzi i minimalne odkształcenia cieplne.
Systemy chłodzenia akumulatorów pojazdów elektrycznych (EV) wykorzystują skomplikowane sieci przewodów, które wymagają precyzyjnych tolerancji produkcyjnych oraz połączeń szczelnych na wyciek. Cięcie laserowe umożliwia tworzenie złożonych geometrii kanałów chłodzących przy jednoczesnym zachowaniu dokładności wymiarowej kluczowej dla prawidłowego zarządzania ciepłem. Możliwość przetwarzania stopów aluminium i miedzi czyni tę technologię idealną do tych specjalizowanych zastosowań.
Zastosowania w architekturze i budownictwie
Współczesne projekty architektoniczne coraz częściej wykorzystują złożone konstrukcje rurowe, które podkreślają geometryczną elastyczność możliwą do osiągnięcia dzięki maszynom do laserowego cięcia rur. Elementy dekoracyjne, połączenia konstrukcyjne oraz niestandardowe profile można tworzyć z dużą precyzją i powtarzalnością, umożliwiając architektom realizację skomplikowanych wizji projektowych. Ta technologia spełnia zarówno wymagania funkcjonalne, jak i estetyczne w nowoczesnych projektach budowlanych.
Systemy poręczy, ekrany dekoracyjne oraz elewacje architektoniczne wykorzystują rury cięte laserem do tworzenia skomplikowanych wzorów i połączeń. Możliwość cięcia złożonych profili oraz geometrycznie przecinających się elementów pozwala na tworzenie wrażających wrażeniem wizualnie elementów przy jednoczesnym zachowaniu integralności konstrukcyjnej. Szczegóły niestandardowych połączeń mogą być bezpośrednio cięte w elementach nośnych, co upraszcza montaż i skraca czas budowy.
Wytwarzanie konstrukcji stalowych korzysta z precyzji i wydajności technologii cięcia laserowego, szczególnie w przypadku złożonych połączeń i niestandardowych szczegółów. W budowie mostów, szkieletów budynków oraz konstrukcji przemysłowych wykorzystuje się elementy cięte laserowo, aby osiągnąć dokładne dopasowanie i ograniczyć potrzebę modyfikacji na miejscu. Technologia ta umożliwia prefabrykację złożonych zespołów przy pełnym zaufaniu do dokładności wymiarowej oraz zgodności elementów pod kątem montażu.
Często zadawane pytania
Jakie materiały można przetwarzać za pomocą maszyny do cięcia rur laserem
Maszyny do cięcia rur laserem mogą przetwarzać szeroką gamę materiałów metalowych, w tym stal węglową, stal nierdzewną, stopy aluminium, miedź, mosiądz oraz różne specjalne stopy. Zakres grubości obejmuje zazwyczaj cienkościenne rury o grubości 0,5 mm aż do ciężkich rur konstrukcyjnych o grubości 25 mm, w zależności od rodzaju materiału i konfiguracji mocy lasera. Dla każdego materiału wymagane są zoptymalizowane parametry cięcia, takie jak moc lasera, prędkość cięcia oraz wybór gazu wspomagającego, aby osiągnąć optymalne wyniki. Odbijalność materiału, przewodnictwo cieplne oraz cechy jego topnienia wpływają na możliwości przetwarzania oraz jakość końcowych efektów.
Jak dokładność cięcia porównuje się do tradycyjnych metod obróbki skrawaniem?
Technologia cięcia laserowego zwykle osiąga tolerancje wymiarowe w zakresie ±0,05–±0,1 mm, co często przekracza dokładność konwencjonalnych metod cięcia mechanicznego. Bezkontaktowy charakter cięcia laserowego eliminuje zużycie narzędzi oraz związane z nim dryfowanie wymiarów, zapewniając stałą dokładność w całym cyklu produkcji. Strefy wpływu ciepła są minimalne w porównaniu do cięcia plazmowego lub gazowego, co pozwala zachować właściwości materiału oraz jego stabilność wymiarową. Precyzja i powtarzalność cięcia laserowego czynią je idealnym rozwiązaniem w zastosowaniach wymagających ścisłych tolerancji i wysokiej jakości krawędzi.
Jakie zagadnienia bezpieczeństwa są ważne przy operacjach cięcia rur za pomocą lasera?
Protokoły bezpieczeństwa laserowego wymagają kompleksowego szkolenia, odpowiedniego sprzętu ochronnego indywidualnego oraz kontrolowanego dostępu do obszarów narażonych na promieniowanie laserowe. Ochrona oczu specjalnie zaprojektowana dla długości fali używanego lasera jest obowiązkowa dla wszystkich osób przebywających w pobliżu. Właściwe systemy wentylacji usuwają opary i cząstki powstające podczas operacji cięcia, chroniąc zdrowie operatora i zapewniając odpowiednią jakość powietrza. Środki zapobiegawcze przeciwpożarowe obejmują odpowiednie systemy gaśnicze oraz procedury postępowania z materiałami, ponieważ cięcie laserem generuje znaczne ilości ciepła i może spowodować zapłon materiałów łatwopalnych.
W jaki sposób wymagania serwisowe wpływają na koszty operacyjne
Regularna konserwacja maszyn do laserowego cięcia rur obejmuje czyszczenie elementów optycznych, wymianę części zużywalnych, takich jak dysze i okienka ochronne, oraz serwisowanie układów mechanicznych, w tym napędów i łożysk. Harmonogramy konserwacji zapobiegawczej oparte na liczbie przepracowanych godzin pomagają zapobiegać nieplanowanym przestojom i wydłużają żywotność sprzętu. Konserwacja źródła lasera zależy od zastosowanej technologii: lasery włóknowe wymagają zazwyczaj mniejszej ilości konserwacji niż systemy CO₂. Poprawne praktyki konserwacyjne mają istotny wpływ na długoterminowe koszty eksploatacji, produktywność oraz spójność jakości cięcia.
Spis treści
- Podstawowe zasady działania
- Podstawowe komponenty maszyny i architektura
- Możliwości przetwarzania materiałów i zastosowania
- Kontrola jakości i standardy precyzji
- Zastosowania przemysłowe i sektory rynkowe
-
Często zadawane pytania
- Jakie materiały można przetwarzać za pomocą maszyny do cięcia rur laserem
- Jak dokładność cięcia porównuje się do tradycyjnych metod obróbki skrawaniem?
- Jakie zagadnienia bezpieczeństwa są ważne przy operacjach cięcia rur za pomocą lasera?
- W jaki sposób wymagania serwisowe wpływają na koszty operacyjne