
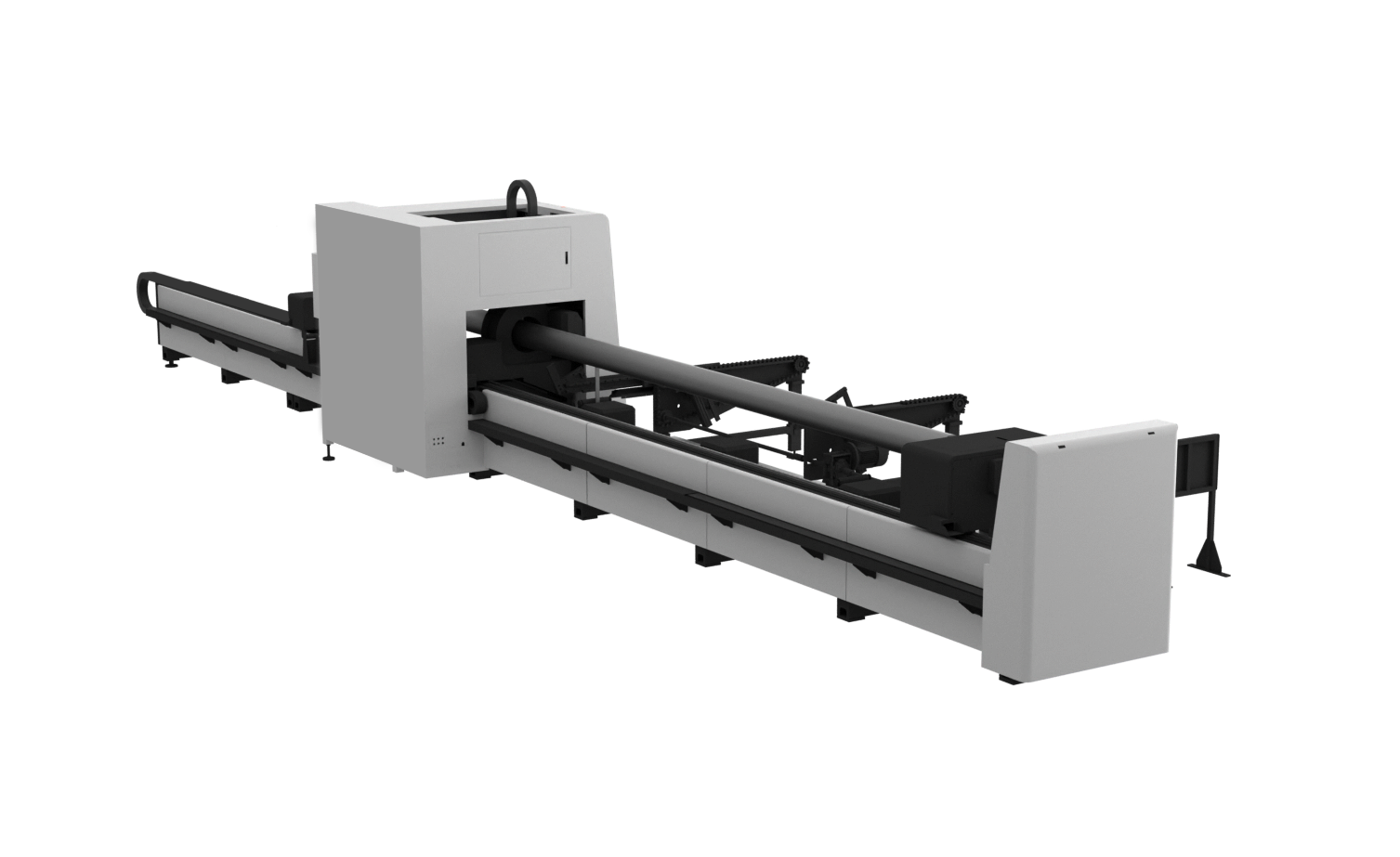
Moderní výroba vyžaduje přesnost, rychlost a efektivitu při zpracování trubkových materiálů v různých průmyslových odvětvích. Stroj na laserové řezání trubek laserový řezací stroj představuje vrchol pokročilé výrobní technologie, která kombinuje výkonné laserové systémy se sofistikovanou automatizací, čímž zajišťuje nevídanou přesnost při řezání trubek, potrubí a dutých profilů. Toto revoluční zařízení změnilo způsob, jakým výrobci přistupují k projektům zpracování kovů, a umožňuje realizaci složitých geometrií a jemných návrhů, které byly dříve s konvenčními metodami řezání neproveditelné.
Vývoj technologie laserového řezání dosáhl nových výšin specializovanými systémy navrženými speciálně pro válcové materiály. Tyto stroje integrují pohyb po několika osách, čímž umožňují obsluze vytvářet složité řezy, otvory, vybrání a profily na různých potrubních materiálech, včetně oceli, nerezové oceli, hliníku a měděných slitin. Přesnost, které lze dosáhnout moderními systémy laserového řezání potrubí, často výrazně převyšuje přesnost tradičních mechanických metod řezání, čímž se tyto systémy stávají nezbytnými pro průmyslové odvětví, která vyžadují úzké tolerance a vynikající kvalitu řezných hran.
Průmyslové aplikace, které zahrnují výfukové systémy automobilů, výrobu nábytku, architektonické konstrukce a letecké součásti, se výrazně spoléhají na schopnosti těchto sofistikovaných strojů. Tato technologie eliminuje sekundární operace, které jsou obvykle vyžadovány po tradičním řezání, například odstraňování hran, broušení nebo další obráběcí procesy. Tento optimalizovaný pracovní postup nejen zkracuje výrobní dobu, ale také minimalizuje odpad materiálu a náklady na práci, čímž přispívá ke zvýšení celkové výrobní efektivity a ziskovosti.
Základní principy fungování
Generace laserového paprsku a systémy jeho dopravy
Srdcem každého laserového stroje pro řezání trubek je systém generování laseru, který obvykle využívá technologii vláknového laseru pro optimální výkon a spolehlivost. Tyto systémy vytvářejí koherentní světlo prostřednictvím stimulované emise a soustřeďují obrovské množství energie do zaměřeného paprsku schopného tavit a odpařovat kovové materiály. Zdroj laseru generuje vlnové délky speciálně naladěné tak, aby byla jejich absorpce kovovými povrchy maximální, čímž se zajišťuje účinný přenos energie a čisté výsledky řezání.
Systémy přenosu paprsku přenášejí vygenerovanou laserovou energii ze zdroje k řezací hlavě prostřednictvím sofistikovaných optických drah. Vysokokvalitní zrcadla, čočky a optická vlákna udržují integritu paprsku během celého procesu přenosu a zachovávají požadovanou hustotu zaměřené energie pro přesné řezací operace. Pokročilé chladicí systémy chrání tyto optické komponenty před tepelným poškozením a zajišťují stálý výkon i při dlouhodobém provozu.
Sestava řezací hlavy obsahuje zaostřovací optiku, která soustředí laserový paprsek do extrémně malého bodu, jehož průměr se obvykle pohybuje v rozmezí 0,1 až 0,3 mm. Tato intenzivní koncentrace energie vytváří v ohnisku teploty přesahující 10 000 °C, čímž dochází k okamžitému roztavení kovových materiálů. Pomocné plyny – obvykle kyslík pro uhlíkovou ocel nebo dusík pro nerezovou ocel a hliník – pomáhají odstranit roztavený materiál ze řezné štěrbiny a zlepšují kvalitu řezu.
Technologie řízení pohybu s více osami
Pokročilé systémy řízení pohybu umožňují laserovým strojům pro řezání trubek současně ovládat jak obrobek, tak řezací hlavu po několika osách. Standardní konfigurace obvykle zahrnují lineární osy pro polohování podél délky trubky a rotační osy pro obvodový pohyb kolem průměru trubky. Pokročilé modely obsahují navíc naklápěcí osy, které umožňují řezací hlavě přibližovat se k obrobku pod různými úhly, čímž umožňují šikmé řezy a složité trojrozměrné geometrie.
Systémy s servomotory poskytují přesnost polohování potřebnou pro složité řezací operace, přičemž typické tolerance polohování jsou měřeny setinami milimetru. Systémy zpětné vazby s enkodéry neustále sledují polohy jednotlivých os, což umožňuje korekce v reálném čase a udržuje rozměrovou přesnost po celou dobu řezacího procesu. Tento uzavřený regulační okruh zajišťuje opakovatelné výsledky u více obrobků, což je nezbytné pro výrobní prostředí s vysokým objemem výroby.
Interpolační algoritmy koordinují pohyb ve všech osách a vytvářejí hladké dráhy nástroje, které udržují optimální řezné rychlosti při zachování přesnosti. Řídicí systém vypočítává složité trajektorie v reálném čase a upravuje posuvy a úroveň výkonu laseru na základě vlastností materiálu, změn tloušťky a geometrických požadavků. Toto inteligentní řízení maximalizuje produktivitu a zároveň zajišťuje vynikající kvalitu řezu v různorodých aplikacích.
Základní součásti stroje a jeho architektura
Konstrukční rám a systémy pro uchycení obrobku
Mechanický základ stroje pro laserové řezání trubek vyžaduje výjimečnou tuhost a odolnost proti vibracím, aby byla zachována přesnost řezání během provozu při vysokých rychlostech. Svařované ocelové rámy nebo litinové základy poskytují potřebnou stabilitu, zatímco přesně broušené vodící dráhy zajišťují hladký a přesný pohyb os. Systémy pro montáž s ochranou proti vibracím izolují stroj od vnějších rušivých vlivů a tak zabrání problémům s kvalitou způsobeným environmentálními faktory.
Upevňovací systémy umožňují zpracování různých průměrů a délek trubek pomocí nastavitelných upínacích čelistí a opěrných hrotů. Pneumatické nebo hydraulické upínací systémy pevně uchycují obrobky a zároveň umožňují rychlé cykly navažování a odvažování. Pokročilé stroje jsou vybaveny automatickými systémy pro navažování trubek, které zpracovávají materiál ze skladovacích regálů, čímž dále snižují dobu cyklu a požadavky na pracovní sílu ve výrobních prostředích s vysokým objemem.
Systémy materiálové podpory se táhnou po celé délce stroje a poskytují průběžnou podporu dlouhým trubkám během řezacích operací. Tyto systémy často zahrnují nastavitelné válečkové podpory, které zajistí správné srovnání a zároveň umožní volné otáčení obrobku. Integrované měřicí systémy ověřují rozměry a rovnost trubek a umožňují automatickou kompenzaci materiálových odchylek, které by mohly ovlivnit přesnost řezání.
Řídicí systémy a integrace softwaru
Moderní laserové trubkové řezačky využívají sofistikované počítačové numerické řídící systémy, které se bezproblémově integrují se softwarovými řešeními pro návrh a výrobu. Tyto řídicí platformy zpracovávají složité trojrozměrné modely a automaticky generují optimalizované řezné programy, které minimalizují výrobní dobu a zároveň maximalizují využití materiálu. Grafické uživatelské rozhraní zjednodušují obsluhu a zároveň poskytují komplexní možnosti monitoringu a diagnostiky.
Integrace softwaru CAD/CAM umožňuje přímý import technických výkresů a trojrozměrných modelů, čímž se eliminuje ruční programování pro složité geometrie. Automatické algoritmy pro rozmístění dílů optimalizují využití materiálu uspořádáním více dílů na jednom úseku trubky, čímž se snižují odpady a zvyšuje se cenová efektivita. Simulační funkce umožňují operátorům ověřit programy řezání ještě před skutečnou výrobou, čímž se zabrání nákladným chybám a zbytečnému plýtvání materiálem.
Systémy sledování v reálném čase monitorují parametry řezání, spotřebu materiálu a výrobní statistiky a poskytují tak cenná data pro optimalizaci procesů a kontrolu kvality. Algoritmy prediktivní údržby analyzují data o výkonu stroje, aby naplánovaly údržbové aktivity ještě před výskytem poruch jednotlivých komponent, čímž se minimalizuje neplánovaná prostojová doba a prodlužuje se životnost zařízení.
Možnosti a aplikace zpracování materiálů
Podporované materiály a rozsahy tlouštěk
Vysokokvalitní laserový stroj pro řezání trubek vykazuje výjimečnou univerzálnost při zpracování různých kovových materiálů, které se běžně používají v průmyslových aplikacích. Trubky z uhlíkové oceli představují nejčastěji zpracovávaný materiál, přičemž možnosti řezání zahrnují tenkostěnné trubky s tloušťkou stěny 0,5 mm až po těžké konstrukční trubky s tloušťkou stěny přesahující 25 mm. Laserový řez vytváří u uhlíkové oceli čisté, bezoxidové okraje, často tak eliminuje potřebu následných dokončovacích operací.
Zpracování nerezové oceli vyžaduje specializovanou optimalizaci parametrů, aby byla dosažena vynikající kvalita okrajů a zabráněno kontaminaci tepelně ovlivněné oblasti. Pomocný řezný plyn – dusík – vytváří inertní řezné prostředí, které zachovává korozivzdorné vlastnosti materiálů z nerezové oceli. Pokročilé stroj na laserové řezání trubek konfigurace jsou schopny zpracovávat trubky z nerezové oceli s tloušťkou stěny až 20 mm při zachování přesných rozměrových tolerancí a hladkého povrchového povlaku.
Hliníkové slitiny představují jedinečné výzvy kvůli své vysoké tepelné vodivosti a odrazivosti. Specializované vlnové délky laseru a optimalizované řezné parametry tyto materiálové vlastnosti překonávají a umožňují čisté řezy na hliníkových trubkách používaných v leteckém, automobilovém a architektonickém průmyslu. Měď a mosaz, i když jsou náročnější kvůli extrémní odrazivosti, lze rovněž efektivně zpracovávat při správné optimalizaci parametrů a dodržení bezpečnostních opatření.
Geometrická složitost a návrhová flexibilita
Víceosové možnosti moderních laserových strojů pro řezání trubek umožňují vytvářet složité geometrie, které by bylo pomocí konvenčních obráběcích metod buď nemožné nebo extrémně nákladné vyrobit. Průnikové otvory, štěrbiny, vyříznutí a profily lze řezat s přesným umístěním a hladkými povrchovými úpravami. Sešikmené hrany pro přípravu svařování, složené úhly pro konstrukční spojení i složité dekorativní vzory patří mezi možnosti pokročilých systémů.
Možnosti trojrozměrného řezání umožňují obsluze vytvářet složité spoje a spojení přímo během procesu řezání, čímž se eliminují dodatečné obráběcí operace. Sedlové řezy pro spojení trubka-trubka, rybí ústa pro konstrukční aplikace a speciální profily pro specializované sestavy lze všechny naprogramovat a automaticky provést. Tato flexibilita umožňuje výrobcům efektivněji vyrábět složité sestavy, aniž by došlo ke zhoršení stálé úrovně kvality.
Funkce pro značení a gravírování integrované do mnoha laserových strojů pro řezání trubek přinášejí cennou funkčnost pro identifikaci dílů, sledovatelnost a dekorativní aplikace. Parametry laseru lze upravit tak, aby vznikla trvalá značka bez ohrožení strukturální integrity, čímž je umožněna sériová čísla, označení značky a značení pro kontrolu kvality přímo během procesu řezání.
Kontrola kvality a přesnostní normy
Rozměrová přesnost a opakovatelnost
Přesné výrobní procesy vyžadují od laserových strojů pro řezání trubek vynikající rozměrovou přesnost a opakovatelnost – požadavky, kterým moderní systémy konzistentně vyhovují díky pokročilým technologiím řízení. Typické rozměrové tolerance se pohybují v rozmezí ±0,1 až ±0,05 mm pro většinu aplikací, přičemž některé specializované systémy dosahují ještě přesnějších tolerancí pro kritické komponenty. Tato úroveň přesnosti zajišťuje správné přiložení dílů pro svařované sestavy a eliminuje nákladné operace dodatečné opravy.
Měření opakovatelnosti ukazují konzistenci výkonu laserového stroje pro řezání trubek při výrobě více identických dílů, přičemž typické technické specifikace uvádějí odchylky menší než 0,02 mm mezi následnými řezy. Tato vynikající opakovatelnost umožňuje výrobu velkého množství přesných součástí bez postupného posunu nebo zhoršování kvality v průběhu času. Systémy statistické regulace procesu sledují rozměrové odchylky a upozorňují obsluhu na potenciální problémy ještě před tím, než ovlivní kvalitu výroby.
Systémy tepelné kompenzace zohledňují teplotně podmíněné rozměrové změny jak u konstrukce stroje, tak u materiálů obrobků, čímž udržují přesnost po celou dobu dlouhodobé výroby. Ochranné prostředí a monitorování teploty zajišťují stabilní provozní podmínky, které zachovávají přesnost řezání bez ohledu na kolísání okolní teploty nebo sezónní změny.
Kvalita povrchu a vlastnosti hran
Vyšší kvalita řezu dosažitelná pomocí technologie laserového řezání patří mezi hlavní výhody oproti konvenčním mechanickým metodám řezání. Hrany vytvořené laserovým řezáním jsou obvykle hladké a mají minimální tepelně ovlivněnou zónu, čímž se snižují nebo úplně eliminují požadavky na následné dokončování povrchu. Měření povrchové drsnosti u trubek řezaných laserem se často pohybují v rozmezí Ra 3,2 až Ra 6,3 mikrometru, což je vhodné pro většinu průmyslových aplikací bez dalšího zpracování.
Kontrola tepelně ovlivněné zóny je zásadní při zpracování materiálů citlivých na tepelnou deformaci nebo metalurgické změny. Optimalizované parametry řezání minimalizují tepelný příkon při zachování rychlosti řezání, čímž se uchovávají vlastnosti materiálu v blízkosti řezaných hran. Rychlé chladicí rychlosti typické pro procesy laserového řezání často vedou ke zlepšení mechanických vlastností ve srovnání s tepelnými metodami řezání, které do obrobku vnesou nadměrné množství tepla.
Kolmost hran a konzistence šířky řezu výrazně přispívají ke kvalitě sestavení a svařovacím vlastnostem. Laserové řezání obvykle vytváří kolmé hrany s minimálním zkosením, čímž zajišťuje správné přiložení pro svařované spoje a mechanické sestavy. Konzistentní šířky řezu umožňují přesné výpočty rozmístění dílů (nestingu) a optimalizaci využití materiálu, čímž se snižuje odpad a zvyšuje se cenová efektivita.
Průmyslové aplikace a tržní segmenty
Automobilový a dopravní průmysl
Automobilový průmysl představuje jeden z největších trhů pro aplikace strojů na laserové řezání trubek, a to zejména kvůli požadavkům na lehké konstrukce, zlepšenou palivovou účinnost a složité návrhy výfukových systémů. Výroba výfukových trubek vyžaduje přesné řezy, ohyby a spojení, které technologie laserového řezání poskytuje efektivně a cenově výhodně. Možnost vytvářet složité geometrie v jediném nastavení snižuje dobu sestavování a zvyšuje kvalitu výrobku.
Součásti podvozku, konstrukce ochranného rámu a prvky zavěšení využívají přesnosti a flexibility technologie laserového řezání. Složité spoje a připojení lze řezat přímo do nosných trubek, čímž se eliminuje čas potřebný na přípravu svařování a zajišťuje se správné vyrovnání. Zaměření automobilového průmyslu na snížení hmotnosti pohání poptávku po aplikacích tenkostěnných trubek, kde laserové řezání poskytuje vyšší kvalitu řezu a minimální tepelnou deformaci.
Chlazecí systémy baterií elektrických vozidel (EV) využívají složitých potrubních sítí, které vyžadují přesné výrobní tolerance a těsné spoje. Laserové řezání umožňuje vytvářet složité geometrie chladicích kanálů při zachování rozměrové přesnosti, která je klíčová pro správné tepelné řízení. Schopnost této technologie zpracovávat slitiny hliníku a mědi ji činí ideální pro tyto specializované aplikace.
Architektonické a stavební aplikace
Moderní architektonický design stále častěji zahrnuje složité trubkové konstrukce, které ukazují geometrickou pružnost umožněnou stroji pro laserové řezání trubek. Dekorativní prvky, konstrukční spoje a individuální profily lze vyrábět s vysokou přesností a opakovatelností, čímž architektům umožňují realizovat i nejsložitější návrhové představy. Tato technologie splňuje jak funkční, tak estetické požadavky současných stavebních projektů.
Systémy zábradlí, dekorativní mříže a architektonické fasády využívají laserem řezané trubky k vytváření složitých vzorů a spojů. Možnost řezat složité profily a protínající se geometrie umožňuje vytvářet vizuálně působivé prvky při zachování konstrukční integrity. Individuální spojovací detaily lze řezat přímo do nosných prvků, čímž se zjednodušuje montáž a zkracuje doba výstavby.
Výroba konstrukční oceli využívá přesnosti a účinnosti laserového řezání, zejména u složitých spojů a individuálních detailů. Při stavbě mostů, budování nosných konstrukcí a průmyslových staveb se používají součásti vyrobené laserovým řezáním, aby bylo dosaženo přesného přizpůsobení a snížily se požadavky na úpravy přímo na stavbě. Tato technologie umožňuje předvýrobu složitých sestav s jistotou dodržení rozměrové přesnosti a kompatibility při montáži.
Často kladené otázky
Jaké materiály lze zpracovávat pomocí stroje pro laserové řezání trubek
Stroje pro laserové řezání trubek dokážou zpracovat širokou škálu kovových materiálů, včetně uhlíkové oceli, nerezové oceli, hliníkových slitin, mědi, mosazi a různých speciálních slitin. Rozsah tloušťky se obvykle pohybuje od tenkostěnných trubek o tloušťce 0,5 mm až po těžké konstrukční trubky o tloušťce 25 mm, v závislosti na typu materiálu a konfiguraci výkonu laseru. Pro každý materiál je nutné optimalizovat parametry řezání, jako je výkon laseru, rychlost řezání a volba pomocného plynu, aby byly dosaženy optimální výsledky. Odrazivost materiálu, tepelná vodivost a charakteristiky tavení ovlivňují zpracovatelnost i kvalitu výsledků.
Jak se přesnost řezání porovnává s tradičními metodami obrábění?
Laserová řezací technologie obvykle dosahuje rozměrových tolerancí ±0,05 až ±0,1 mm, často překračujících přesnost konvenčních mechanických řezacích metod. Nepřímý charakter laserového řezání eliminuje opotřebení nástroje a související rozměrové posuny, čímž zajišťuje stálou přesnost po celou dobu výrobní série. Teplotně ovlivněné zóny jsou minimální ve srovnání s plazmovým nebo plamenovým řezáním, což zachovává vlastnosti materiálu i jeho rozměrovou stabilitu. Přesnost a opakovatelnost laserového řezání činí tuto technologii ideální pro aplikace vyžadující úzké tolerance a vynikající kvalitu řezných hran.
Jaké bezpečnostní aspekty jsou důležité při laserovém řezání trubek?
Bezpečnostní protokoly pro práci s laserem vyžadují komplexní školení, vhodné osobní ochranné prostředky a omezený přístup do oblastí vystavených laserovému záření. Ochrana očí speciálně navržená pro vlnovou délku používaného laseru je povinná pro veškerý personál v blízkosti zařízení. Správné větrací systémy odvádějí kouře a částice vznikající během řezných operací, čímž chrání zdraví obsluhy a udržují kvalitu ovzduší. Bezpečnostní opatření proti požáru zahrnují vhodné hasicí systémy a postupy nakládání s materiály, neboť laserové řezání generuje významné množství tepla a může zapálit hořlavé materiály.
Jaký vliv mají požadavky na údržbu na provozní náklady
Pravidelná údržba laserových strojů pro řezání trubek zahrnuje čištění optických komponent, výměnu spotřebních dílů, jako jsou trysky a ochranná okna, a údržbu mechanických systémů, včetně pohonů a ložisek. Preventivní údržbové plány založené na provozních hodinách pomáhají předcházet neplánovaným výpadkům a prodlužují životnost zařízení. Údržba laserového zdroje se liší podle typu technologie; vláknové lasery obecně vyžadují méně údržby než CO₂ systémy. Správné postupy údržby výrazně ovlivňují dlouhodobé provozní náklady, produktivitu a konzistenci kvality řezu.