
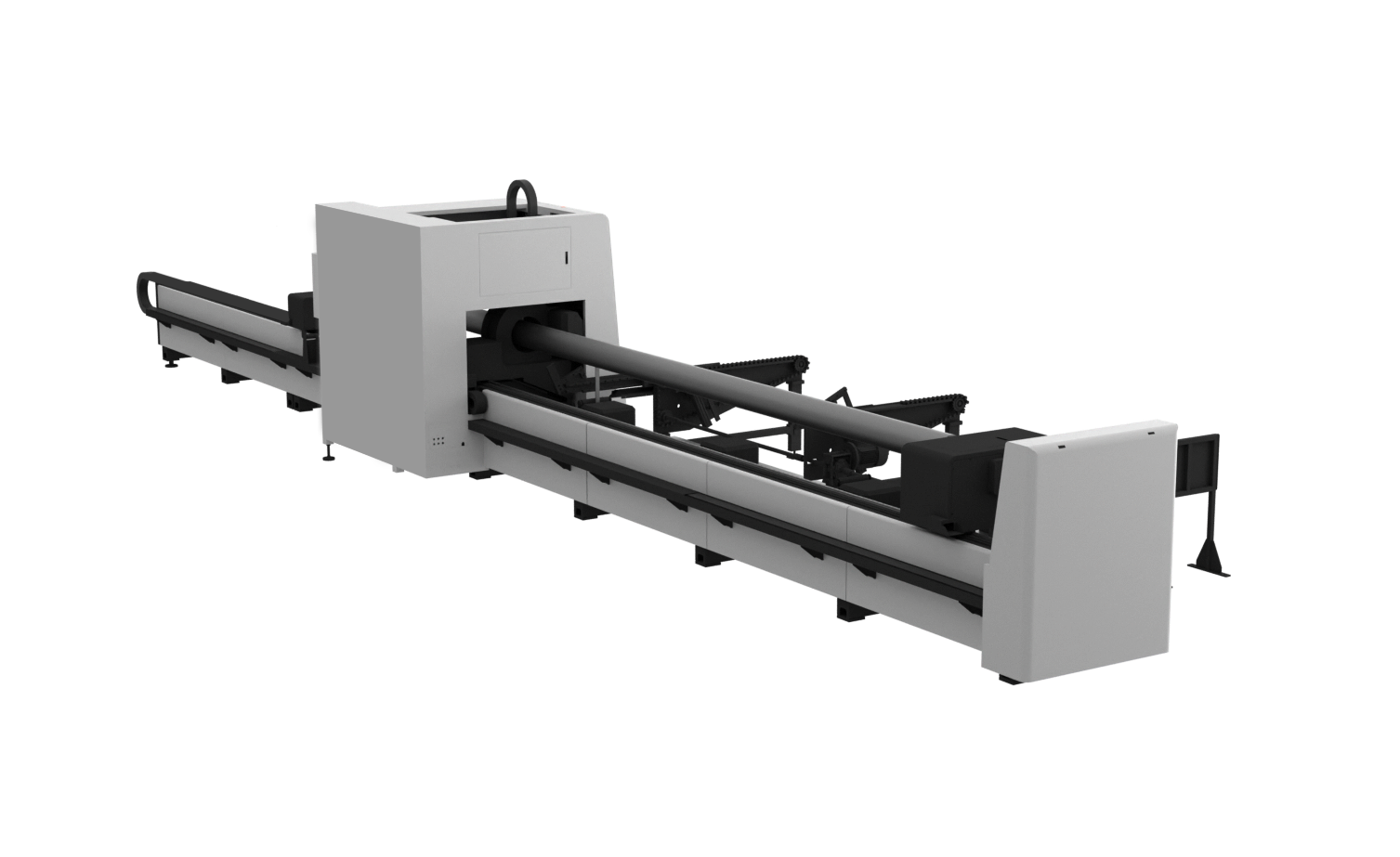
आधुनिक विनिर्माण में विभिन्न उद्योगों में नलाकार सामग्री के संसाधन के दौरान सटीकता, गति और दक्षता की मांग होती है। एक पाइप लेजर काटने की मशीन यह उन्नत विनिर्माण प्रौद्योगिकी के शिखर का प्रतिनिधित्व करता है, जो उच्च-शक्ति वाले लेज़र प्रणालियों को जटिल स्वचालन के साथ मिलाकर पाइप, ट्यूब और खोखले प्रोफाइलों के कटिंग में अतुलनीय सटीकता प्रदान करता है। यह क्रांतिकारी उपकरण निर्माताओं द्वारा धातु कार्य परियोजनाओं के दृष्टिकोण को बदल चुका है, जिससे पहले कभी संभव नहीं थे जटिल ज्यामितीय आकृतियाँ और अत्यंत जटिल डिज़ाइन अब सामान्य कटिंग विधियों के माध्यम से संभव हो गए हैं।
लेजर कटिंग प्रौद्योगिकी का विकास सिलेंड्रिकल सामग्री के लिए विशेष रूप से डिज़ाइन किए गए विशिष्ट प्रणालियों के साथ नए ऊँचाइयों पर पहुँच गया है। ये मशीनें गति के कई अक्षों को एकीकृत करती हैं, जिससे ऑपरेटर विभिन्न पाइप सामग्रियों—जैसे स्टील, स्टेनलेस स्टील, एल्युमीनियम और तांबे के मिश्र धातुओं—पर जटिल कट, छिद्र, कटौती और प्रोफाइल बना सकते हैं। आधुनिक पाइप लेजर कटिंग प्रणालियों के साथ प्राप्त की जाने वाली सटीकता अक्सर पारंपरिक यांत्रिक कटिंग विधियों की तुलना में काफी अधिक होती है, जिससे ये उद्योगों के लिए अपरिहार्य हो गई हैं जिन्हें कड़ी सहिष्णुता और उत्कृष्ट किनारे की गुणवत्ता की आवश्यकता होती है।
ऑटोमोटिव एक्जॉस्ट सिस्टम, फर्नीचर निर्माण, वास्तुकला फ्रेमवर्क और एयरोस्पेस घटकों सहित औद्योगिक अनुप्रयोग इन उन्नत मशीनों की क्षमताओं पर भारी मात्रा में निर्भर करते हैं। यह तकनीक पारंपरिक कटिंग के बाद आमतौर पर आवश्यक द्वितीयक संचालनों—जैसे डिबरिंग, ग्राइंडिंग या अतिरिक्त मशीनिंग प्रक्रियाओं—को समाप्त कर देती है। इस सरलीकृत कार्यप्रवाह से न केवल उत्पादन समय कम होता है, बल्कि सामग्री का अपव्यय और श्रम लागत भी कम हो जाती है, जो कुल मिलाकर विनिर्माण दक्षता और लाभप्रदता में योगदान देता है।
मूलभूत संचालन सिद्धांत
लेज़र उत्पादन और बीम डिलीवरी प्रणालियाँ
किसी भी पाइप लेजर कटिंग मशीन का हृदय उसकी लेजर उत्पादन प्रणाली में निहित होता है, जो सामान्यतः अधिकतम प्रदर्शन और विश्वसनीयता के लिए फाइबर लेजर प्रौद्योगिकी का उपयोग करती है। ये प्रणालियाँ उद्दीपित उत्सर्जन के माध्यम से सहसंबद्ध प्रकाश उत्पन्न करती हैं, जिससे धातु सामग्रियों को पिघलाने और वाष्पीकृत करने के लिए एक केंद्रित किरण में विशाल मात्रा में ऊर्जा को संकेंद्रित किया जाता है। लेजर स्रोत ऐसी तरंगदैर्ध्य उत्पन्न करता है जो धातु सतहों द्वारा अधिकतम अवशोषण के लिए विशिष्ट रूप से ट्यून की गई होती हैं, जिससे ऊर्जा का कुशल स्थानांतरण और स्वच्छ कटिंग परिणाम सुनिश्चित होते हैं।
किरण वितरण प्रणालियाँ उत्पन्न लेजर ऊर्जा को स्रोत से कटिंग हेड तक उन्नत प्रकाशिक मार्गों के माध्यम से पहुँचाती हैं। उच्च-गुणवत्ता वाले दर्पण, लेंस और फाइबर ऑप्टिक केबल किरण की अखंडता को पूरे वितरण प्रक्रिया में बनाए रखते हैं, जिससे सटीक कटिंग संचालनों के लिए आवश्यक केंद्रित ऊर्जा घनत्व को संरक्षित किया जाता है। उन्नत शीतलन प्रणालियाँ इन प्रकाशिक घटकों को तापीय क्षति से बचाती हैं, जिससे लंबी उत्पादन चलाने के दौरान निरंतर प्रदर्शन सुनिश्चित होता है।
कटिंग हेड असेंबली में फोकसिंग ऑप्टिक्स शामिल हैं जो लेज़र बीम को एक अत्यंत सूक्ष्म स्पॉट आकार पर केंद्रित करते हैं, जिसका व्यास आमतौर पर 0.1 से 0.3 मिलीमीटर के बीच होता है। यह तीव्र ऊर्जा संकेंद्रण फोकल बिंदु पर 10,000 डिग्री सेल्सियस से अधिक के तापमान उत्पन्न करता है, जिससे धातु के सामग्रियों को तुरंत पिघला दिया जाता है। सहायक गैसें—आमतौर पर माइल्ड स्टील के लिए ऑक्सीजन या स्टेनलेस स्टील और एल्युमीनियम के लिए नाइट्रोजन—कटिंग रेखा (कर्फ) से पिघली हुई सामग्री को हटाने और कटिंग की गुणवत्ता में सुधार करने में सहायता करती हैं।
बहु-अक्ष गति नियंत्रण प्रौद्योगिकी
उन्नत गति नियंत्रण प्रणालियाँ पाइप लेजर कटिंग मशीनों को कार्य-टुकड़े और कटिंग हेड दोनों को एक साथ कई अक्षों के माध्यम से नियंत्रित करने में सक्षम बनाती हैं। मानक विन्यासों में आमतौर पर पाइप की लंबाई के अनुदिश स्थिति निर्धारण के लिए रैखिक अक्ष और पाइप के व्यास के चारों ओर परिधीय गति के लिए घूर्णन अक्ष शामिल होते हैं। उन्नत मॉडलों में अतिरिक्त झुकाव अक्ष शामिल होते हैं, जो कटिंग हेड को विभिन्न कोणों पर कार्य-टुकड़े के पास पहुँचने की अनुमति देते हैं, जिससे ढलान वाले कट और जटिल त्रि-आयामी ज्यामितियाँ संभव हो जाती हैं।
सर्वो मोटर प्रणालियाँ जटिल कटिंग ऑपरेशनों के लिए आवश्यक सटीक स्थिति निर्धारण को सुनिश्चित करती हैं, जहाँ सामान्य स्थिति सहिष्णुता मिलीमीटर के सौवें हिस्से में मापी जाती है। एन्कोडर प्रतिक्रिया प्रणालियाँ लगातार अक्षों की स्थितियों की निगरानी करती हैं, जिससे वास्तविक समय में सुधार किए जा सकते हैं और कटिंग प्रक्रिया के दौरान आयामी सटीकता बनाए रखी जा सकती है। यह बंद-लूप नियंत्रण कई कार्य-टुकड़ों के लिए दोहरावयोग्य परिणामों को सुनिश्चित करता है, जो उच्च मात्रा वाले उत्पादन वातावरण के लिए आवश्यक है।
इंटरपोलेशन एल्गोरिदम सभी अक्षों के आर-पार गति को समन्वित करते हैं, जिससे चिकने उपकरण पथ बनते हैं जो उच्चतम कटिंग गति को बनाए रखते हुए शुद्धता को भी सुरक्षित रखते हैं। नियंत्रण प्रणाली सामग्री के गुणों, मोटाई में परिवर्तनों और ज्यामितीय आवश्यकताओं के आधार पर पोषण दरों और लेज़र शक्ति स्तरों को समायोजित करते हुए जटिल प्रक्षेपवक्रों की वास्तविक समय में गणना करती है। यह बुद्धिमान नियंत्रण विविध अनुप्रयोगों में उत्कृष्ट कटिंग गुणवत्ता को बनाए रखते हुए उत्पादकता को अधिकतम करता है।
आवश्यक मशीन घटक और वास्तुकला
संरचनात्मक ढांचा और कार्य-धारण प्रणालियाँ
पाइप लेजर कटिंग मशीन की यांत्रिक आधार संरचना को उच्च गति वाले संचालन के दौरान कटिंग की शुद्धता बनाए रखने के लिए अत्यधिक कठोरता और कंपन प्रतिरोध की आवश्यकता होती है। वेल्डेड स्टील फ्रेम या ढलवां लोहे के आधार आवश्यक स्थिरता प्रदान करते हैं, जबकि सटीक ग्राउंड की गई गाइड वेज़ धुरी की चिकनी और सटीक गति सुनिश्चित करती हैं। कंपन-रोधी माउंटिंग प्रणालियाँ मशीन को बाहरी विक्षोभों से अलग करती हैं, जिससे वातावरणीय कारकों के कारण गुणवत्ता संबंधी समस्याओं को रोका जा सकता है।
वर्कहोल्डिंग प्रणालियाँ विभिन्न पाइप व्यास और लंबाई को समायोज्य चक तंत्र और टेलस्टॉक समर्थन के माध्यम से समायोजित करती हैं। वायु द्वारा संचालित या हाइड्रोलिक क्लैम्पिंग प्रणालियाँ कार्य-टुकड़ों को दृढ़ता से सुरक्षित करती हैं, जबकि त्वरित लोडिंग और अनलोडिंग चक्रों की अनुमति देती हैं। उन्नत मशीनों में स्वचालित पाइप लोडिंग प्रणालियाँ शामिल होती हैं, जो भंडारण रैक से सामग्री को संभालती हैं, जिससे उच्च मात्रा वाले उत्पादन वातावरणों में चक्र समय और श्रम आवश्यकताओं में और अधिक कमी आती है।
सामग्री समर्थन प्रणालियाँ मशीन की लंबाई के अनुदिश फैली होती हैं, जो कटिंग कार्यों के दौरान लंबी पाइपों को निरंतर समर्थन प्रदान करती हैं। इन प्रणालियों में अक्सर समायोज्य रोलर समर्थन शामिल होते हैं, जो कार्य-टुकड़े के उचित संरेखण को बनाए रखते हैं और उसके मुक्त घूर्णन की अनुमति देते हैं। एकीकृत मापन प्रणालियाँ पाइप के आयामों और सीधापन की पुष्टि करती हैं, जिससे सामग्री में होने वाले उतार-चढ़ाव के लिए स्वचालित सुधार संभव हो जाता है, जो कटिंग की सटीकता को प्रभावित कर सकते हैं।
नियंत्रण प्रणालियाँ और सॉफ्टवेयर एकीकरण
आधुनिक पाइप लेज़र कटिंग मशीनें उन्नत कंप्यूटर संख्यात्मक नियंत्रण (सीएनसी) प्रणालियों पर निर्भर करती हैं, जो डिज़ाइन और विनिर्माण सॉफ़्टवेयर के साथ चिकनी तरह से एकीकृत होती हैं। ये नियंत्रण प्लेटफ़ॉर्म जटिल त्रि-आयामी मॉडलों को संसाधित करते हैं और स्वचालित रूप से अनुकूलित कटिंग कार्यक्रमों की पीढ़ी करते हैं, जो उत्पादन समय को न्यूनतम करते हैं और सामग्री के उपयोग को अधिकतम करते हैं। ग्राफ़िकल यूज़र इंटरफ़ेस (जीयूआई) संचालन को सरल बनाते हैं, जबकि व्यापक निगरानी और नैदानिक क्षमताएँ प्रदान करते हैं।
CAD/ CAM सॉफ्टवेयर एकीकरण इंजीनियरिंग ड्रॉइंग्स और त्रि-आयामी मॉडल्स के प्रत्यक्ष आयात को सक्षम करता है, जिससे जटिल ज्यामिति के लिए मैनुअल प्रोग्रामिंग की आवश्यकता समाप्त हो जाती है। स्वचालित नेस्टिंग एल्गोरिदम एकल पाइप लंबाई पर एकाधिक भागों की व्यवस्था करके सामग्री के उपयोग को अनुकूलित करते हैं, जिससे अपव्यय कम होता है और लागत दक्षता में सुधार होता है। सिमुलेशन क्षमताएँ ऑपरेटरों को वास्तविक उत्पादन से पहले कटिंग प्रोग्राम की जाँच करने की अनुमति देती हैं, जिससे महंगी त्रुटियों और सामग्री के अपव्यय को रोका जा सकता है।
वास्तविक समय निगरानी प्रणालियाँ कटिंग पैरामीटर्स, सामग्री की खपत और उत्पादन सांख्यिकी को ट्रैक करती हैं, जो प्रक्रिया अनुकूलन और गुणवत्ता नियंत्रण के लिए मूल्यवान डेटा प्रदान करती हैं। भविष्यवाणी रखरखाव एल्गोरिदम मशीन प्रदर्शन डेटा का विश्लेषण करके घटक विफलताओं के होने से पहले रखरखाव गतिविधियों के लिए नियोजन करते हैं, जिससे अप्रत्याशित अवरोध को न्यूनतम किया जाता है और उपकरण का जीवनकाल बढ़ाया जाता है।
सामग्री प्रसंस्करण क्षमताएं और अनुप्रयोग
समर्थित सामग्रियाँ और मोटाई सीमाएँ
एक उच्च-गुणवत्ता वाली पाइप लेजर कटिंग मशीन औद्योगिक अनुप्रयोगों में सामान्यतः उपयोग किए जाने वाले विभिन्न धातु आधारित सामग्रियों के संसाधन में उल्लेखनीय बहुमुखी प्रदर्शन करती है। कार्बन स्टील के पाइप सबसे अधिक प्रसंस्कृत सामग्रि हैं, जिनकी कटिंग क्षमता 0.5 मिलीमीटर मोटाई के पतली-दीवार ट्यूबिंग से लेकर 25 मिलीमीटर से अधिक दीवार मोटाई वाले भारी-ड्यूटी संरचनात्मक पाइप तक फैली हुई है। लेजर कटिंग प्रक्रिया कार्बन स्टील पर साफ, ऑक्साइड-मुक्त किनारों का उत्पादन करती है, जिससे अक्सर द्वितीयक फिनिशिंग संचालनों की आवश्यकता समाप्त हो जाती है।
स्टेनलेस स्टील के संसाधन के लिए उत्कृष्ट किनारा गुणवत्ता प्राप्त करने और ऊष्मा-प्रभावित क्षेत्र के दूषण को रोकने के लिए विशिष्ट पैरामीटर अनुकूलन की आवश्यकता होती है। नाइट्रोजन सहायक गैस एक निष्क्रिय कटिंग वातावरण बनाती है, जो स्टेनलेस स्टील सामग्रियों के संक्षारण-प्रतिरोधी गुणों को बनाए रखती है। उन्नत pipe laser cutting machine विन्यास 20 मिलीमीटर तक की दीवार मोटाई वाले स्टेनलेस स्टील के पाइपों को संसाधित कर सकते हैं, जबकि कड़े आयामी सहिष्णुता और चिकनी सतह समाप्ति को बनाए रखा जाता है।
एल्युमीनियम मिश्र धातुएँ अपनी उच्च ऊष्मा चालकता और परावर्तकता के कारण विशिष्ट चुनौतियाँ प्रस्तुत करती हैं। विशेष लेज़र तरंगदैर्ध्य और अनुकूलित कटिंग पैरामीटरों का उपयोग इन सामग्री गुणों पर काबू पाने के लिए किया जाता है, जिससे एयरोस्पेस, ऑटोमोटिव और स्थापत्य अनुप्रयोगों में उपयोग किए जाने वाले एल्युमीनियम पाइपों पर साफ कट लगाना संभव हो जाता है। तांबा और पीतल की सामग्रियाँ, जो अत्यधिक परावर्तकता के कारण अधिक चुनौतीपूर्ण होती हैं, को भी उचित पैरामीटर अनुकूलन और सुरक्षा उपायों के साथ प्रभावी ढंग से संसाधित किया जा सकता है।
ज्यामितीय जटिलता और डिज़ाइन लचीलापन
आधुनिक पाइप लेजर कटिंग मशीनों की बहु-अक्ष क्षमताएँ जटिल ज्यामितीय आकृतियों के निर्माण को संभव बनाती हैं, जिन्हें पारंपरिक यांत्रिक प्रसंस्करण विधियों का उपयोग करके या तो असंभव या अत्यधिक महंगा बनाया जाता। प्रतिच्छेदित छिद्र, स्लॉट, कटौतियाँ और प्रोफाइल्स को सटीक स्थिति निर्धारण और चिकनी सतह समाप्ति के साथ काटा जा सकता है। वेल्डिंग की तैयारी के लिए ढलान वाले किनारे, संरचनात्मक संबंधों के लिए संयुक्त कोण और जटिल सजावटी पैटर्न — ये सभी उन्नत प्रणालियों की क्षमता के भीतर आते हैं।
त्रि-आयामी कटिंग क्षमताएँ ऑपरेटरों को कटिंग प्रक्रिया के दौरान ही जटिल जोड़ और संबंध बनाने की अनुमति देती हैं, जिससे द्वितीयक यांत्रिक प्रसंस्करण संचालनों की आवश्यकता समाप्त हो जाती है। पाइप-से-पाइप कनेक्शन के लिए सैडल कट, संरचनात्मक अनुप्रयोगों के लिए फिश माउथ जोड़ और विशिष्ट असेंबलियों के लिए कस्टम प्रोफाइल्स सभी को स्वचालित रूप से प्रोग्राम किया जा सकता है और निष्पादित किया जा सकता है। यह लचीलापन निर्माताओं को सुसंगत गुणवत्ता मानकों को बनाए रखते हुए जटिल असेंबलियों का अधिक कुशलतापूर्ण उत्पादन करने में सक्षम बनाता है।
कई पाइप लेजर कटिंग मशीनों में अंकन और उत्कीर्णन क्षमताओं का एकीकरण भाग पहचान, ट्रेसैबिलिटी और सजावटी अनुप्रयोगों के लिए मूल्यवान कार्यक्षमता जोड़ता है। संरचनात्मक अखंडता को समाप्त किए बिना स्थायी अंकन बनाने के लिए लेजर पैरामीटरों को समायोजित किया जा सकता है, जिससे कटिंग प्रक्रिया के दौरान ही सीरियलाइज़ेशन, ब्रांडिंग और गुणवत्ता नियंत्रण अंकन संभव हो जाता है।
गुणवत्ता नियंत्रण और परिशुद्धता मानक
आयामी सटीकता और पुनरावृत्ति
उच्च परिशुद्धता विनिर्माण के लिए पाइप लेजर कटिंग मशीनों से अत्यधिक आयामी शुद्धता और पुनरावृत्तियोग्यता की आवश्यकता होती है, जिन्हें आधुनिक प्रणालियाँ उन्नत नियंत्रण प्रौद्योगिकियों के माध्यम से लगातार प्राप्त करती हैं। अधिकांश अनुप्रयोगों के लिए विशिष्ट आयामी सहिष्णुता सीमा ±0.1 से ±0.05 मिलीमीटर के बीच होती है, जबकि कुछ विशिष्ट प्रणालियाँ महत्वपूर्ण घटकों के लिए और भी कड़ी सहिष्णुता प्राप्त कर सकती हैं। यह सटीकता का स्तर वेल्डेड असेंबलियों के लिए उचित फिट-अप सुनिश्चित करता है और महंगे पुनर्कार्य संचालनों को समाप्त कर देता है।
दोहराव योग्यता मापन पाइप लेज़र कटिंग मशीन के प्रदर्शन की संगति को कई समान भागों पर दर्शाते हैं, जिनके विशिष्ट विनिर्देशों में लगातार कटिंग के बीच 0.02 मिलीमीटर से कम के विचलन को दर्शाया जाता है। यह अतुलनीय दोहराव योग्यता समय के साथ विस्थापन या गुणवत्ता में कमी के बिना उच्च-मात्रा वाले सटीक घटकों के उत्पादन को सक्षम बनाती है। सांख्यिकीय प्रक्रिया नियंत्रण प्रणालियाँ आकारीय विचरणों की निगरानी करती हैं और उत्पादन गुणवत्ता को प्रभावित करने से पहले ऑपरेटरों को संभावित समस्याओं के बारे में चेतावनी देती हैं।
तापीय संकल्पना प्रणालियाँ मशीन संरचना और कार्य-टुकड़े के पदार्थों में तापमान के कारण होने वाले आकारीय परिवर्तनों को ध्यान में रखती हैं, जिससे लंबे समय तक चलने वाले उत्पादन चक्र के दौरान भी सटीकता बनी रहती है। पर्यावरणीय नियंत्रण और तापमान निगरानी स्थिर संचालन स्थितियों को सुनिश्चित करती हैं, जो आसपास के तापमान में परिवर्तन या मौसमी परिवर्तनों के बावजूद कटिंग सटीकता को बनाए रखती हैं।
सतह की गुणवत्ता और किनारे की विशेषताएँ
लेजर कटिंग प्रौद्योगिकी के साथ प्राप्त की जाने वाली उत्कृष्ट किनारा गुणवत्ता पारंपरिक यांत्रिक कटिंग विधियों की तुलना में इसके प्राथमिक लाभों में से एक है। लेजर-कट किए गए किनारों में आमतौर पर चिकनी सतहें होती हैं तथा ऊष्मा-प्रभावित क्षेत्र (HAZ) न्यूनतम होता है, जिससे द्वितीयक समापन आवश्यकताओं को कम किया जा सकता है या पूरी तरह समाप्त किया जा सकता है। लेजर-कट पाइपों पर सतह की खुरदुरापन माप अक्सर Ra 3.2 से Ra 6.3 माइक्रोमीटर के बीच होता है, जो अतिरिक्त प्रसंस्करण के बिना अधिकांश औद्योगिक अनुप्रयोगों के लिए उपयुक्त है।
ऊष्मीय विरूपण या धातुविज्ञानीय परिवर्तनों के प्रति संवेदनशील सामग्रियों को संसाधित करते समय ऊष्मा-प्रभावित क्षेत्र (HAZ) का नियंत्रण महत्वपूर्ण हो जाता है। अनुकूलित कटिंग पैरामीटर ऊष्मा-इनपुट को कम करते हैं, जबकि कटिंग गति को बनाए रखते हैं, जिससे कट किनारों के निकट स्थित सामग्री के गुणों को संरक्षित किया जा सकता है। लेजर कटिंग प्रक्रियाओं में अंतर्निहित तीव्र शीतलन दरें अक्सर उन ऊष्मीय कटिंग विधियों की तुलना में सुधरी हुई यांत्रिक गुणवत्ता प्रदान करती हैं, जो कार्य-टुकड़े में अत्यधिक ऊष्मा का परिचय करती हैं।
किनारे की लंबवतता और कर्फ चौड़ाई की स्थिरता असेंबली की गुणवत्ता और वेल्डिंग प्रदर्शन में महत्वपूर्ण योगदान देती है। लेज़र कटिंग आमतौर पर न्यूनतम टेपर के साथ लंबवत किनारे उत्पन्न करती है, जिससे वेल्डेड जॉइंट्स और यांत्रिक असेंबलियों के लिए उचित फिट-अप सुनिश्चित होता है। स्थिर कर्फ चौड़ाइयाँ सटीक नेस्टिंग गणनाओं और सामग्री उपयोग के अनुकूलन को सक्षम बनाती हैं, जिससे अपशिष्ट कम होता है और लागत दक्षता में सुधार होता है।
औद्योगिक अनुप्रयोग और बाजार क्षेत्र
ऑटोमोटिव और परिवहन उद्योग
ऑटोमोटिव उद्योग पाइप लेज़र कटिंग मशीन के अनुप्रयोगों के लिए सबसे बड़े बाज़ारों में से एक है, जो हल्के संरचनाओं, सुधारित ईंधन दक्षता और जटिल एग्जॉस्ट सिस्टम डिज़ाइन की मांग के कारण उभरा है। एग्जॉस्ट पाइप निर्माण के लिए सटीक कट्स, मोड़ और कनेक्शन की आवश्यकता होती है, जिन्हें लेज़र कटिंग प्रौद्योगिकि दक्षता और लागत प्रभावी ढंग से प्रदान करती है। एकल सेटअप में जटिल ज्यामितियों को बनाने की क्षमता असेंबली समय को कम करती है और उत्पाद गुणवत्ता में सुधार करती है।
शैसीस घटक, रोल केज संरचनाएँ और निलंबन तत्व लेज़र कटिंग प्रौद्योगिकी की सटीकता और लचीलापन से लाभान्वित होते हैं। जटिल जोड़ और संबंधों को सीधे संरचनात्मक ट्यूब में काटा जा सकता है, जिससे वेल्डिंग तैयारी का समय समाप्त हो जाता है और उचित फिट-अप सुनिश्चित होता है। वजन कम करने पर ऑटोमोटिव उद्योग के जोर के कारण पतली-दीवार वाली ट्यूबिंग अनुप्रयोगों की मांग बढ़ रही है, जहाँ लेज़र कटिंग उत्कृष्ट किनारा गुणवत्ता और न्यूनतम ऊष्मा विकृति प्रदान करती है।
इलेक्ट्रिक वाहन की बैटरी शीतलन प्रणालियाँ जटिल पाइप नेटवर्क का उपयोग करती हैं, जिन्हें सटीक निर्माण सहिष्णुता और लीक-रोधी संबंधों की आवश्यकता होती है। लेज़र कटिंग जटिल शीतलन चैनल ज्यामितियों के निर्माण को संभव बनाती है, जबकि उचित तापीय प्रबंधन के लिए आयामी सटीकता बनाए रखी जाती है। इस प्रौद्योगिकी की एल्युमीनियम और तांबे के मिश्र धातुओं को संसाधित करने की क्षमता इन विशिष्ट अनुप्रयोगों के लिए इसे आदर्श बनाती है।
स्थापत्य और निर्माण अनुप्रयोग
आधुनिक वास्तुकला के डिज़ाइन में बढ़ती तरह से जटिल नलिका आधारित संरचनाओं को शामिल किया जा रहा है, जो पाइप लेज़र कटिंग मशीनों के माध्यम से संभव ज्यामितीय लचीलापन को प्रदर्शित करती हैं। सजावटी तत्व, संरचनात्मक संयोजन और विशिष्ट प्रोफाइलों को सटीकता और पुनरावृत्ति के साथ निर्मित किया जा सकता है, जिससे वास्तुकार जटिल डिज़ाइन दृष्टिकोणों को वास्तविकता में बदल सकते हैं। यह प्रौद्योगिकी समकालीन निर्माण परियोजनाओं में कार्यात्मक एवं सौंदर्यात्मक आवश्यकताओं दोनों का समर्थन करती है।
हैंडरेल प्रणालियाँ, सजावटी स्क्रीन और वास्तुकला फैसेड लेज़र-कट ट्यूब्स का उपयोग करके जटिल पैटर्न और संयोजन बनाने के लिए होती हैं। जटिल प्रोफाइलों और प्रतिच्छेदी ज्यामितियों को काटने की क्षमता के कारण दृश्य रूप से आकर्षक तत्वों का निर्माण किया जा सकता है, जबकि संरचनात्मक अखंडता बनाए रखी जाती है। विशिष्ट संयोजन विवरणों को सीधे संरचनात्मक सदस्यों में काटा जा सकता है, जिससे असेंबली सरल हो जाती है और निर्माण समय कम हो जाता है।
संरचनात्मक इस्पात निर्माण में लेज़र कटिंग प्रौद्योगिकी की सटीकता और दक्षता से लाभ उठाया जाता है, विशेष रूप से जटिल संयोजनों और कस्टम विवरणों के लिए। पुल निर्माण, भवन फ्रेमवर्क और औद्योगिक संरचनाएँ सटीक फिट-अप प्राप्त करने और क्षेत्र में संशोधन की आवश्यकताओं को कम करने के लिए लेज़र-कट घटकों का उपयोग करती हैं। यह प्रौद्योगिकी आयामी सटीकता और असेंबली संगतता पर विश्वास के साथ जटिल असेंबलियों के पूर्व-निर्माण को सक्षम बनाती है।
सामान्य प्रश्न
पाइप लेज़र कटिंग मशीन के साथ कौन-सी सामग्रियों को प्रसंस्कृत किया जा सकता है
पाइप लेजर कटिंग मशीनें कार्बन स्टील, स्टेनलेस स्टील, एल्युमीनियम मिश्र धातुएँ, ताँबा, पीतल और विभिन्न विशेष मिश्र धातुओं सहित धातु की विस्तृत श्रृंखला को प्रोसेस कर सकती हैं। मोटाई सीमा आमतौर पर 0.5 मिमी की पतली-दीवार ट्यूबिंग से लेकर 25 मिमी के भारी-ड्यूटी संरचनात्मक पाइप तक होती है, जो सामग्री के प्रकार और लेजर शक्ति कॉन्फ़िगरेशन पर निर्भर करती है। प्रत्येक सामग्री के लिए ऑप्टिमल परिणाम प्राप्त करने के लिए लेजर शक्ति, कटिंग गति और सहायक गैस के चयन सहित कटिंग पैरामीटर्स को अनुकूलित करने की आवश्यकता होती है। सामग्री की प्रतिबिंबिता, ऊष्मा चालकता और गलन विशेषताएँ प्रोसेसिंग क्षमताओं और गुणवत्ता परिणामों को प्रभावित करती हैं।
कटिंग की सटीकता पारंपरिक मशीनिंग विधियों की तुलना में कैसी होती है?
लेज़र कटिंग प्रौद्योगिकी आमतौर पर ±0.05 से ±0.1 मिलीमीटर की आयामी सहिष्णुता प्राप्त करती है, जो अक्सर पारंपरिक यांत्रिक कटिंग विधियों की शुद्धता को पार कर जाती है। लेज़र कटिंग की गैर-संपर्क प्रकृति उपकरण के क्षरण और उससे संबंधित आयामी विचलन को समाप्त कर देती है, जिससे उत्पादन चक्र के दौरान सुसंगत शुद्धता सुनिश्चित होती है। प्लाज्मा या फ्लेम कटिंग की तुलना में ऊष्मा-प्रभावित क्षेत्र (हीट-अफेक्टेड ज़ोन) न्यूनतम होते हैं, जिससे सामग्री के गुणों और आयामी स्थिरता की रक्षा होती है। लेज़र कटिंग की शुद्धता और दोहराव योग्यता इसे उन अनुप्रयोगों के लिए आदर्श बनाती है जिनमें कड़ी सहिष्णुता और उत्कृष्ट किनारा गुणवत्ता की आवश्यकता होती है।
पाइप लेज़र कटिंग ऑपरेशन के लिए कौन-से सुरक्षा विचार महत्वपूर्ण हैं?
लेजर सुरक्षा प्रोटोकॉल में व्यापक प्रशिक्षण, उचित व्यक्तिगत सुरक्षा उपकरणों का उपयोग और लेजर विकिरण क्षेत्रों तक पहुँच को नियंत्रित करना आवश्यक है। उपयोग में लाए जा रहे लेजर तरंगदैर्ध्य के लिए विशेष रूप से डिज़ाइन किए गए आँखों की सुरक्षा का उपयोग आसपास के सभी कर्मियों के लिए अनिवार्य है। उचित वेंटिलेशन प्रणालियाँ कटिंग कार्यों के दौरान उत्पन्न होने वाले धुएँ और कणों को हटाती हैं, जिससे ऑपरेटर के स्वास्थ्य की रक्षा की जाती है और वायु गुणवत्ता बनाए रखी जाती है। अग्नि सुरक्षा उपायों में उचित अग्निशामक प्रणालियाँ और सामग्री हैंडलिंग प्रक्रियाएँ शामिल हैं, क्योंकि लेजर कटिंग उच्च ऊष्मा उत्पन्न करती है और ज्वलनशील सामग्रियों को प्रज्वलित कर सकती है।
रखरखाव की आवश्यकताएँ संचालन लागतों को किस प्रकार प्रभावित करती हैं
पाइप लेजर कटिंग मशीनों का नियमित रखरखाव ऑप्टिकल घटकों की सफाई, नॉज़ल और सुरक्षा विंडो जैसे खपत योग्य भागों का प्रतिस्थापन, और ड्राइव तथा बेयरिंग सहित यांत्रिक प्रणालियों की सेवा शामिल करता है। संचालन घंटों के आधार पर निर्धारित निवारक रखरखाव कार्यक्रम अप्रत्याशित अवरोध को रोकने और उपकरण के जीवनकाल को बढ़ाने में सहायता करते हैं। लेजर स्रोत के रखरखाव का तरीका प्रौद्योगिकी के प्रकार के अनुसार भिन्न होता है, जिसमें फाइबर लेजर की तुलना में CO2 प्रणालियों को आमतौर पर अधिक रखरखाव की आवश्यकता होती है। उचित रखरखाव प्रथाएँ दीर्घकालिक संचालन लागत, उत्पादकता और कटिंग की गुणवत्ता के स्थिरता पर काफी प्रभाव डालती हैं।