
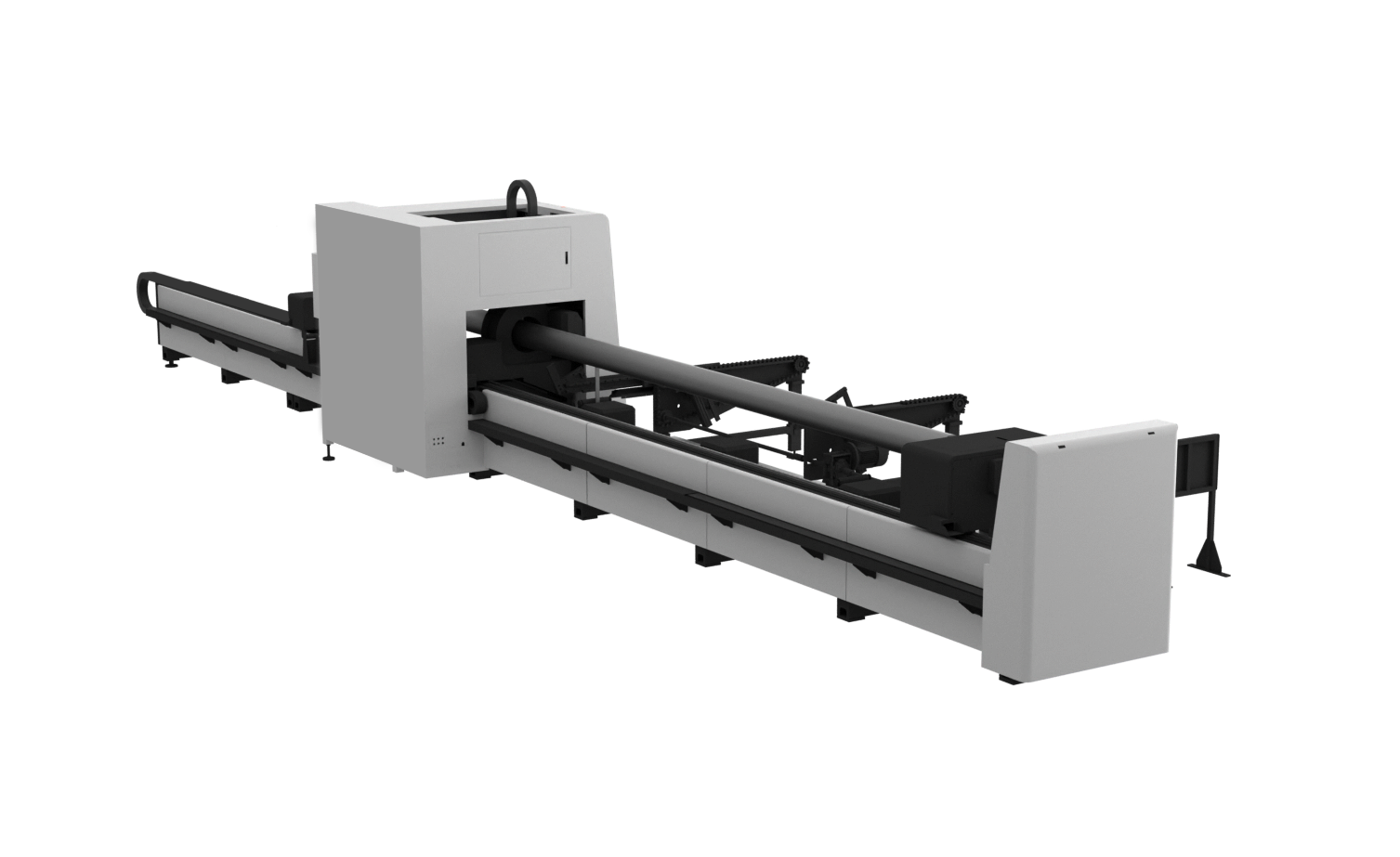
Moderná výroba vyžaduje presnosť, rýchlosť a účinnosť pri spracovaní trubkových materiálov v rôznych odvetviach. Rúra stroj na laserové rezanie predstavuje vrchol pokročilej výrobnej technológie, ktorá kombinuje vysokovýkonné laserové systémy so zložitou automatizáciou, čím zabezpečuje neobmedzenú presnosť pri rezaní rúr, trubiek a dutých profilov. Toto revolučné zariadenie zmenilo spôsob, akým výrobcovia pristupujú k projektom spracovania kovov, a umožňuje komplexné geometrie a zdĺhavé návrhy, ktoré boli predtým s konvenčnými metódami rezného spracovania nemožné.
Vývoj technológie laserového reznania dosiahol nové vrcholy špeciálnymi systémami navrhnutými špeciálne pre valcovité materiály. Tieto stroje integrujú pohyb v niekoľkých osiach, čo umožňuje operátorom vytvárať zložité rezy, otvory, vyrezávania a profily na rôznych typoch potrubných materiálov vrátane ocele, nehrdzavej ocele, hliníka a medi. Presnosť, ktorú je možné dosiahnuť modernými systémami laserového reznania potrubia, často výrazne presahuje tradičné mechanické metódy reznania, čo ich robí nevyhnutnými v odvetviach, kde sa vyžadujú úzke tolerancie a vynikajúca kvalita rezov.
Priemyselné aplikácie, ktoré sa rozprestierajú od výfukových systémov pre automobily až po výrobu nábytku, architektonické konštrukcie a letecké komponenty, výrazne závisia od schopností týchto sofistikovaných strojov. Táto technológia eliminuje sekundárne operácie, ktoré sa zvyčajne vykonávajú po konvenčnom rezaní, napríklad odstraňovanie hriankov, brúsenie alebo ďalšie obrábanie. Tento optimalizovaný pracovný postup nielen skracuje výrobný čas, ale tiež minimalizuje odpad materiálu a náklady na prácu, čím prispieva ku celkovej efektívnosti a rentabilitě výroby.
Základné operacné princípy
Generovanie laserového žiarenia a systémy pre jeho vedenie
Srdcom každého laserového zariadenia na režanie rúr je jeho systém generovania lúča, ktorý zvyčajne využíva technológiu vláknového lasera pre optimálny výkon a spoľahlivosť. Tieto systémy vytvárajú koherentné svetlo prostredníctvom stimulovanej emisie a sústredzujú obrovské množstvo energie do zameraného lúča schopného topiť a odparovať kovové materiály. Zdroj lúča generuje vlnové dĺžky špeciálne naladené na maximálnu absorpciu kovovými povrchmi, čím sa zabezpečuje účinný prenos energie a čisté výsledky rezu.
Systémy prenášania lúča prenášajú vygenerovanú laserovú energiu zo zdroja k reznej hlave prostredníctvom sofistikovaných optických dráh. Vysokokvalitné zrkadlá, šošovky a optické vlákna udržiavajú celistvosť lúča počas celého prenosu a zachovávajú tak koncentrovanú hustotu energie potrebnú na presné rezné operácie. Pokročilé chladiace systémy chránia tieto optické komponenty pred tepelným poškodením a zabezpečujú tak stály výkon počas dlhodobých výrobných cyklov.
Zariadenie režného hlavného zariadenia obsahuje optiku na zaostrenie, ktorá sústredí laserový lúč do extrémne malého bodu s priemerom zvyčajne od 0,1 do 0,3 mm. Toto intenzívne sústredenie energie vytvára teploty presahujúce 10 000 °C v ohnisku a okamžite roztavuje kovové materiály. Pomocné plyny – zvyčajne kyslík pre mäkkú oceľ alebo dusík pre nehrdzavejúcu oceľ a hliník – pomáhajú odstrániť roztavený materiál z rezu a zlepšujú kvalitu rezu.
Technológia riadenia pohybu viacosiach
Pokročilé systémy riadenia pohybu umožňujú strojom na laserové rezy rúr súčasne ovládať ako obrobok, tak aj rezaciu hlavu cez viacero osí. Štandardné konfigurácie zvyčajne zahŕňajú lineárne osi na polohovanie pozdĺž dĺžky rúry a rotačné osi na pohyb po obvode okolo priemeru rúry. Pokročilé modely obsahujú navyše nakláňacie osi, ktoré umožňujú rezacej hlave pristupovať k obrobku pod rôznymi uhlami, čím sa dosahujú šikmé rezy a zložité trojrozmerné geometrie.
Systémy so servomotormi poskytujú presnosť polohovania potrebnú pre zložité rezné operácie, pričom typické tolerancie polohovania sa merajú v stotinách milimetra. Systémy spätného väzby s enkodermi neustále monitorujú polohy osí, čo umožňuje korekcie v reálnom čase a zachováva rozmerovú presnosť počas celého rezného procesu. Toto riadenie s uzavretou slučkou zaisťuje opakovateľné výsledky pri viacerých obrobkoch, čo je nevyhnutné v prostrediach vysokozdružnej výroby.
Interpolačné algoritmy koordinujú pohyb po všetkých osiach a vytvárajú hladké dráhy nástroja, ktoré udržiavajú optimálne rezné rýchlosti pri zachovaní presnosti. Riadiaci systém vypočítava zložité trajektórie v reálnom čase a prispôsobuje posuvy a úroveň výkonu laseru na základe vlastností materiálu, zmeny jeho hrúbky a geometrických požiadaviek. Toto inteligentné riadenie maximalizuje produktivitu a zároveň zabezpečuje vynikajúcu kvalitu rezu v rôznych aplikáciách.
Základné komponenty stroja a architektúra
Konštrukčný rám a systémy upevnenia obrobku
Mechanický základ stroja na laserové rezanie rúr vyžaduje výnimočnú tuhosť a odolnosť voči vibráciám, aby sa počas vysokorýchlostných operácií udržala presnosť rezu. Zvárané oceľové rámy alebo liatina základne poskytujú potrebnú stabilitu, zatiaľ čo presne brousené vedenia zabezpečujú hladký a presný pohyb osí. Systémy montáže s ochranou proti vibráciám izolujú stroj od vonkajších porúch a tým bránia vzniku kvalitatívnych problémov spôsobených vonkajšími faktormi.
Systémy upevnenia obrobkov umožňujú spracovanie rúr rôznych priemerov a dĺžok prostredníctvom nastaviteľných upínacích mechanizmov a oporných hrotov. Pneumatické alebo hydraulické upínacie systémy pevne fixujú obrobky a zároveň umožňujú rýchle cykly naloženia a vyloženia. Pokročilé stroje obsahujú automatické systémy na náklad rúr, ktoré manipulujú s materiálom zo skladovacích regálov, čím ďalšie skracujú dobu cyklu a znížia potrebu pracovnej sily v prostredí vysokozdátnej výroby.
Systémy materiálového podporovania sa rozprestierajú pozdĺž dĺžky stroja a poskytujú spojitú podporu dlhým rúram počas rezných operácií. Tieto systémy často zahŕňajú nastaviteľné valčekové podpery, ktoré udržiavajú správne zarovnanie a zároveň umožňujú voľný otáčavý pohyb obrobku. Integrované meracie systémy overujú rozmery a priamosť rúr, čím umožňujú automatickú kompenzáciu materiálových odchýlok, ktoré by mohli ovplyvniť presnosť rezu.
Ovládacie systémy a integrácia softvéru
Moderné laserové stroje na rezanie rúr využívajú sofistikované počítačové numerické riadiace systémy, ktoré sa bezproblémovo integrujú so softvérom pre návrh a výrobu. Tieto riadiace platformy spracúvajú komplexné trojrozmerné modely a automaticky generujú optimalizované rezné programy, ktoré minimalizujú výrobný čas a zároveň maximalizujú využitie materiálu. Grafické používateľské rozhrania zjednodušujú obsluhu a zároveň poskytujú komplexné možnosti monitorovania a diagnostiky.
Integrácia softvéru CAD/CAM umožňuje priame importovanie technických výkresov a trojrozmerných modelov, čím sa odstraňuje manuálne programovanie pre zložité geometrie. Automatické algoritmy na usporiadanie (nesting) optimalizujú využitie materiálu usporiadaním viacerých dielov na jednej dĺžke rúrky, čím sa zníži odpad a zvýši nákladová efektívnosť. Simulačné možnosti umožňujú operátorom overiť rezy pred skutočnou výrobou, čím sa predchádza drahým chybám a odpadu materiálu.
Systémy sledovania v reálnom čase monitorujú rezacie parametre, spotrebu materiálu a výrobné štatistiky a poskytujú cenné údaje pre optimalizáciu procesov a kontrolu kvality. Algoritmy prediktívnej údržby analyzujú údaje o výkone stroja, aby naplánovali údržbové činnosti ešte pred výskytom porúch komponentov, čím sa minimalizuje neočakávaná výpadková doba a predĺži sa životnosť vybavenia.
Možnosti a aplikácie spracovania materiálov
Podporované materiály a rozsahy hrúbok
Vysokokvalitný laserový stroj na rezanie rúr vykazuje významnú všestrannosť pri spracovaní rôznych kovových materiálov, ktoré sa bežne používajú v priemyselných aplikáciách. Rúry z uhlíkovej ocele predstavujú najčastejšie spracovávaný materiál, pričom schopnosť rezať sa rozprestiera od tenkostenných trubiek s hrúbkou steny 0,5 mm až po ťažké konštrukčné rúry s hrúbkou steny presahujúcou 25 mm. Laserový rezný proces vytvára čisté, bezoxidové okraje uhlíkovej ocele, čo často eliminuje potrebu ďalších dokončovacích operácií.
Spracovanie nehrdzavej ocele vyžaduje špeciálnu optimalizáciu parametrov, aby sa dosiahla vynikajúca kvalita okrajov a zabránilo sa kontaminácii tepelne ovplyvnenej zóny. Pomocný plyn – dusík – vytvára inertné prostredie pre rezanie, ktoré zachováva koróziou odolné vlastnosti materiálov z nehrdzavej ocele. Pokročilé stroj na laserové režanie rúr konfigurácie dokážu spracovať rúry z nehrdzavej ocele s hrúbkou steny až 20 mm pri zachovaní tesných rozmerových tolerancií a hladkého povrchového povlaku.
Hliníkové zliatiny predstavujú jedinečné výzvy v dôsledku ich vysokého koeficientu tepelnej vodivosti a odrazivosti. Špeciálne vlnové dĺžky laserov a optimalizované režimy rezania prekonávajú tieto materiálové vlastnosti a umožňujú čisté rezy na hliníkových rúrach používaných v leteckej a vesmírnej technike, automobilovom priemysle a architektúre. Meď a mosadz, hoci sú náročnejšie na spracovanie kvôli svojej extrémnej odrazivosti, sa tiež dajú účinne spracovať pri správnej optimalizácii režimov a dodržaní bezpečnostných opatrení.
Geometrická zložitosť a flexibilita návrhu
Viacosové možnosti moderných laserových strojov na rezanie rúr umožňujú vytváranie zložitých geometrií, ktoré by bolo pomocou konvenčných obrábacích metód buď nemožné, alebo extrémne drahé dosiahnuť. Priesečné otvory, vyrezávky, zárezy a profily je možné rezať s presným umiestnením a hladkými povrchovými úpravami. Zkosy hrán na prípravu zvárania, zložené uhly pre konštrukčné spojenia aj zložité dekoratívne vzory patria všetky do možností pokročilých systémov.
Možnosti trojrozmerného rezného spracovania umožňujú operátorom vytvárať zložité spoje a pripojenia priamo počas procesu rezného spracovania, čím sa eliminujú sekundárne obrábací operácie. Sedenkové rezy pre spojenia rúr s rúrami, rybí ústa pre konštrukčné aplikácie a špeciálne profily pre špeciálne zostavy je možné automaticky programovať a vykonávať. Táto flexibilita umožňuje výrobcom efektívnejšie vyrábať zložité zostavy a zároveň udržiavať konzistentné štandardy kvality.
Funkcie značenia a rysovania integrované do mnohých laserových strojov na rezanie rúr pridávajú cennú funkčnosť pre identifikáciu dielov, sledovateľnosť a dekoratívne aplikácie. Laserové parametre je možné upraviť tak, aby sa vytvorili trvalé značky bez kompromitovania štrukturálnej integrity, čo umožňuje sériové označovanie, značkovanie a označovanie pre kontrolu kvality priamo počas procesu reznia.
Kontrola kvality a presné štandardy
Rozmerná presnosť a opakovateľnosť
Presná výroba vyžaduje výnimočnú rozmerovú presnosť a opakovateľnosť od laserových strojov na rezanie rúr – požiadavky, ktoré moderné systémy konzistentne splňajú prostredníctvom pokročilých technológií riadenia. Typické rozmerové tolerancie sa pohybujú v rozmedzí od ±0,1 do ±0,05 mm pre väčšinu aplikácií, pričom niektoré špecializované systémy dosahujú ešte užšie tolerancie pre kritické komponenty. Tento stupeň presnosti zabezpečuje správne prispôsobenie pri zváraných zostavách a eliminuje nákladné operácie opätovného spracovania.
Merania opakovateľnosti demonštrujú konzistenciu výkonu laserového zariadenia na režanie rúr pri výrobe viacerých identických dielov, pričom typické špecifikácie uvádzajú odchýlky menšie ako 0,02 mm medzi po sebe nasledujúcimi rezmi. Táto vynikajúca opakovateľnosť umožňuje výrobu veľkého množstva presných komponentov bez posunu alebo zhoršenia kvality v priebehu času. Systémy štatistickej regulácie procesov monitorujú rozmerové odchýlky a upozorňujú obsluhu na potenciálne problémy ešte predtým, než by ovplyvnili kvalitu výroby.
Systémy tepelnej kompenzácie zohľadňujú teplotou vyvolané rozmerové zmeny v konštrukcii stroja aj v materiáloch spracovávaných dielov, čím sa udržiava presnosť počas dlhodobých výrobných cyklov. Environmentálne ovládacie systémy a monitorovanie teploty zabezpečujú stabilné prevádzkové podmienky, ktoré zachovávajú reznú presnosť bez ohľadu na zmeny okolitej teploty alebo sezónne kolísania.
Kvalita povrchu a charakteristika rezných hrán
Výnikajúca kvalita hrán dosiahnuteľná pomocou technológie rezného laseru predstavuje jednu z hlavných výhod oproti konvenčným mechanickým rezacím metódam. Hrany vytvorené laserom sa zvyčajne vyznačujú hladkými povrchmi s minimálnou tepelne ovplyvnenej zónou, čo zníži alebo úplne eliminuje potrebu sekundárnej úpravy povrchu. Merania drsnosti povrchu na rúrach rezaných laserom sa často pohybujú v rozmedzí Ra 3,2 až Ra 6,3 mikrometrov, čo je vhodné pre väčšinu priemyselných aplikácií bez ďalšej spracovateľskej úpravy.
Kontrola tepelne ovplyvnenej zóny nadobúda kritický význam pri spracovaní materiálov citlivých na tepelné deformácie alebo metalurgické zmeny. Optimalizované rezné parametre minimalizujú tepelný príkon pri zachovaní rezných rýchlostí, čím sa uchovávajú vlastnosti materiálu v oblasti priľahlých rezov. Rýchle chladenie charakteristické pre procesy rezného laseru často vedie k zlepšeniu mechanických vlastností v porovnaní s tepelnými rezacími metódami, ktoré do obrobku vkladajú nadmerné množstvo tepla.
Kolmosť hrán a konzistencia šírky rezu významne prispievajú k kvalite montáže a výkonu zvárania. Laserové rezanie zvyčajne vytvára kolmé okraje s minimálnym skosením, čo zaisťuje správne priliehanie pre zvárané spoje a mechanické zostavy. Konzistentná šírka rezu umožňuje presné výpočty usporiadania dielov (nestingu) a optimalizáciu využitia materiálu, čím sa zníži odpad a zvýši sa cenová efektívnosť.
Priemyselné aplikácie a trhové segmenty
Automobilový a dopravný priemysel
Automobilový priemysel predstavuje jeden z najväčších trhov pre aplikácie strojov na laserové rezanie rúr, čo je spôsobené požiadavkami na ľahšie konštrukcie, zlepšenú spotrebu paliva a komplexné návrhy výfukových systémov. Výroba výfukových rúr vyžaduje presné rezy, ohyby a spojenia, ktoré technológia laserového rezania poskytuje efektívne a cenovo výhodne. Možnosť vytvárať komplexné geometrie v jedinom nastavení znižuje čas potrebný na montáž a zvyšuje kvalitu výrobku.
Komponenty podvozku, štruktúry ochranného rámu a prvky zavesenia profitujú z presnosti a flexibility technológie reznania laserom. Komplikované spoje a pripojenia možno priamo rezať do konštrukčných rúr, čím sa eliminuje čas potrebný na prípravu zvárania a zabezpečuje sa správne priliehanie. Dôraz automobilového priemyslu na zníženie hmotnosti viedol k rastúcej dopyt po tenkostenných rúrkach, kde režné technológie laserom poskytujú vynikajúcu kvalitu rezov a minimálne tepelné deformácie.
Chladiace systémy batérií elektrických vozidiel využívajú komplikované siete rúrok, ktoré vyžadujú presné výrobné tolerancie a nepriepustné spojenia. Rezanie laserom umožňuje vytvárať komplexné geometrie chladiacich kanálov pri zachovaní rozmerného presnosti kritického pre správne tepelné riadenie. Schopnosť tejto technológie spracovávať zliatiny hliníka a medi ju robí ideálnou pre tieto špeciálne aplikácie.
Architektonické a stavebné aplikácie
Moderný architektonický dizajn čoraz viac zahŕňa komplexné trubkové konštrukcie, ktoré demonštrujú geometrickú pružnosť umožnenú pomocou laserových strojov na režanie rúr. Dekoratívne prvky, štrukturálne spojenia a vlastné profily možno vyrábať s vysokou presnosťou a opakovateľnosťou, čo umožňuje architektom realizovať zložité dizajnové vízie. Táto technológia podporuje aj funkčné, aj estetické požiadavky v súčasných stavebných projektoch.
Systémy zábradlí, dekoratívne mriežky a architektonické fasády využívajú laserovo rezané rúry na vytváranie zdôraznených vzorov a spojení. Možnosť rezať komplexné profily a pretínajúce sa geometrie umožňuje vytvárať vizuálne pôsobivé prvky pri zachovaní štrukturálnej integrity. Vlastné detaily spojení možno rezať priamo do nosných prvkov, čím sa zjednodušuje montáž a skracuje sa stavebný čas.
Výroba konštrukčnej ocele profituje z presnosti a účinnosti technológie laserového rezného stroja, najmä pri zložitých spojoch a špeciálne vyrobených detailoch. Pri výstavbe mostov, budovacích rámov a priemyselných konštrukcií sa používajú komponenty rezané laserom na dosiahnutie presného prispôsobenia a zníženie požiadaviek na úpravy priamo na stavenisku. Táto technológia umožňuje predvýrobu zložitých zostáv s dôverou v ich rozmernú presnosť a kompatibilitu pri montáži.
Často kladené otázky
Aké materiály je možné spracovať pomocou laserového rezného stroja na rúry
Laserové stroje na rezanie rúr dokážu spracovať širokú škálu kovových materiálov, vrátane uhlíkovej ocele, nehrdzavej ocele, hliníkových zliatin, medi, mosadze a rôznych špeciálnych zliatin. Rozsah hrúbok sa zvyčajne pohybuje od tenkostenných rúr s hrúbkou 0,5 mm až po ťažké konštrukčné rúry s hrúbkou 25 mm, v závislosti od typu materiálu a konfigurácie výkonu laseru. Každý materiál vyžaduje optimalizované režimy rezania, vrátane výkonu laseru, rýchlosti rezania a výberu pomocného plynu, aby sa dosiahli optimálne výsledky. Odrazivosť materiálu, tepelná vodivosť a charakteristiky tavenia ovplyvňujú možnosti spracovania a kvalitu výsledkov.
Ako sa presnosť rezania porovnáva s tradičnými metódami obrábania?
Laserová rezacia technológia zvyčajne dosahuje rozmerové tolerancie ±0,05 až ±0,1 mm, čo často presahuje presnosť konvenčných mechanických rezných metód. Nepriame (kontaktové) pôsobenie laserového rezu eliminuje opotrebovanie nástroja a s tým spojené rozptyly rozmerov, čím sa zabezpečuje konzistentná presnosť počas celého výrobného cyklu. Teplotne ovplyvnené zóny sú minimálne v porovnaní s plazmovým alebo horákovým rezaním, čo zachováva materiálové vlastnosti a rozmerovú stabilitu. Vysoká presnosť a opakovateľnosť laserového rezu robia túto technológiu ideálnou pre aplikácie vyžadujúce úzke tolerancie a vynikajúcu kvalitu rezaných hrán.
Aké bezpečnostné aspekty sú dôležité pri laserovom rezaní rúr?
Protokoly bezpečnosti laserov vyžadujú komplexné školenie, vhodné osobné ochranné prostriedky a kontrolovaný prístup do oblastí vystavených laserovému žiareniu. Ochrana očí špeciálne navrhnutá pre vlnovú dĺžku používaného laseru je povinná pre všetkých zamestnancov v blízkosti. Správne vetracie systémy odstraňujú splody a častice vznikajúce počas rezných operácií, čím sa chráni zdravie obsluhy a udržiava kvalita vzduchu. Bezpečnostné opatrenia proti požiaru zahŕňajú vhodné hasiace systémy a postupy manipulácie s materiálmi, keďže laserové rezanie generuje významné množstvo tepla a môže zapáliť horľavé materiály.
Ako ovplyvňujú požiadavky na údržbu prevádzkové náklady
Pravidelná údržba laserových strojov na rezanie rúr zahŕňa čistenie optických komponentov, výmenu spotrebných dielov, ako sú trysky a ochranné okná, a údržbu mechanických systémov vrátane pohonných jednotiek a ložísk. Preventívne plány údržby založené na prevádzkových hodinách pomáhajú predchádzať neočakávaným výpadkom a predlžujú životnosť zariadenia. Údržba laserového zdroja sa líši podľa typu technológie; vláknové lasery vo všeobecnosti vyžadujú menej údržby ako CO₂ systémy. Správne postupy údržby významne ovplyvňujú dlhodobé prevádzkové náklady, produktivitu a konzistenciu kvality rezu.