
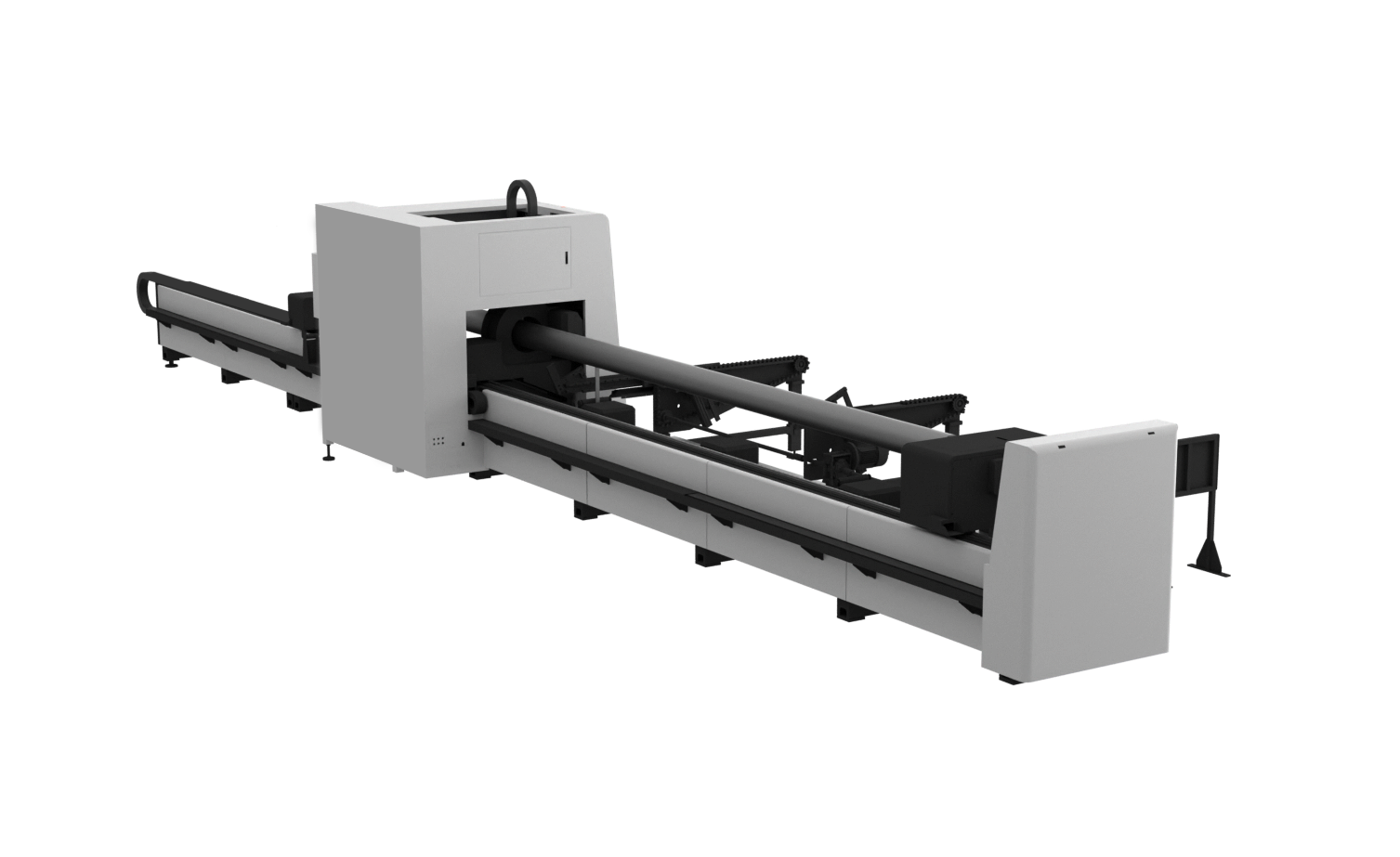
Modernae artes fabricandi exigunt praecisionem, celeritatem, et efficaciam in tractando materialibus tubularibus per omnes artes. Machina ad secandum tubos per laserem laser sectione machina summitem technologiae manufactorae praecellentis repraesentat, systemata laser potentia alta cum automatione subtili coniungens ad praecisionem inaequalem in tubis, ductibus et profilis cavis recidendis praebendam. Haec instrumenta revolutionaria modum, quo fabricatores ad opus metallico accedunt, transformaverunt, geometrias complexas et formas intricatas permittentes quae antehac impossibiles erant per methodos recisionis vulgares.
Evolutio technologiae sectionis laseris ad nova altitudinis fastigia pervenit cum systematibus specialibus, quae speciatim ad materiales cylindricos sunt excogitata. Haec machinae plures axes motus integrant, ut operatoribus permittatur ut sectiones, foramina, incisiones et profila complexa in variis materiis tuborum — ut ferro, ferro inox, alluminio et aliis cupri legaturis — efficiant. Praecisio, quae per moderna systemata sectionis laseris tuborum attingitur, saepe methodos sectionis mechanicae tradicionales magnis spatiis superat, ita ut haec systemata ad industrias, quae angustas tolerantias et praestantem qualitatem marginum exigunt, indispensabilia fiant.
Applicationes industriales, quae systemata exhaustus automobilium, fabricam mobilium, structuras architectonicas, et componentes aerospaciales complectuntur, magnopere innituntur facultatibus harum machinarum peritorum. Haec technologia operationes secundarias, quae post sectionem conventionalem solent requiri — uti expurgatio, limatio, aut processus additivi machinalis — tollit. Hic processus simplificatus non solum tempus productionis minuit, sed etiam absumptionem materiae et impensas laboris diminuit, ad efficiendam totam efficaciam manufactoriam et lucrativitatem contribuens.
Principia Operationis Fundamentalia
Generatio Laseris et Systemata Transmissionis Fasciculi
Cor quodlibet machinae ad recidendum tubos per laser in systemate suae generationis laser situm est, quod saepe technologiam laseris fibrosi utitur ad optimam praestantiam et fidem. Haec systemata lucem cohaerentem per emissionem stimulatam generant, immensas quantitates energiae in fasciculum concentrantes qui metallorum materiales fundere et vaporizare potest. Fons laseris longitudes undarum generat quae speciatim ad maximam absorptionem a superficiebus metallicis sunt aptatae, ut translatio efficax energiae et resultata mundi recisionis efficiantur.
Systemata ad deligendum fasciculum energiam laseris generatam a fonte ad caput recidentem per vias opticas subtilissimas deferunt. Specula, lentes et cavi optici fibrosi integritatem fasciculi per totum processum deligationis servant, densitatem energiae concenteratae necessariam ad operationes recisionis praecisas servantes. Systemata refrigerationis provecta haec componentia optica a damno termico protegunt, ut praestantia constans per diuturnas series productionis servetur.
Constitutio capitis secantis opticas includit quae fasciculum laseris ad punctum extremum exiguum constringunt, ut in diametro saepe a 0,1 ad 0,3 millimetra variat. Haec intensa concentratio energiae temperaturas super 10 000 gradus Celsius in puncto focale creat, quae metalli materiales statim liquefaciunt. Gases adiuvantes, ut saepissime oxygenium pro ferro dolci aut nitrogenium pro accipitro inox et alluminio, ad removendum materiam liquefactam e scissura et ad augendam qualitatem sectionis conferunt.
Technologia Controlus Motus Multorum Axis
Systēmata sophistīcāta contrōlūs motūs permittunt machīnīs ad secandōs tubōs per lāserem ut simul manūment tam opus quam caput secāns per plūrēs axes. Configūrātiōnēs commūnēs plērūmque includunt axes līneārēs ad pōnendum opus secundum longitūdinem tubī et axes rotātiōnāles ad movendum circumferentiam circa diametrum tubī. Mōdēlī prōgressī addunt ulteriōrēs axes inclīnātiōnis quī permittunt caput secāns accēdere ad opus sub variīs angulīs, facientes incīsūs obliquōs et complexās gēometriās trīdimensionālēs.
Systēmata motorum servōrum praebent praecīsam accūrātiam pōnendī necessāriam ad operātiōnēs secandī intricātās, ubi tolerāntiae pōnendī typicē mensūrantur in centēsimīs mīllimetrum. Systēmata rētroactionis encoderum continenter monitorant positīōnēs axium, permittēns cōrrectiōnēs in tempore reāle et servāns accūrātiam dīmensionālem per totum processum secandī. Hoc systēma contrōlīs clausī certificat rēsultāta replicābilia per plūrēs opēra, quod est necessārium in āmbientibus productiōnis altīs voluminibus.
Algorithmi interpolationis motum per omnes axes coordinant, vias utensilium lenes creantes quae velocitates optimas incisionis servent dum accuratio integra manet. Systema de controllo trajectorias complexas in tempore reali calculat, velocitates alimentationis et potestatem laseris secundum proprietates materiae, variationes crassitudinis, et requisita geometrica adiustans. Hoc systema de controllo intelligens productivitatem maximizat dum praestantissima qualitas incisionis in variis applicationibus servatur.
Componentes et Architectura Machinae Necessariae
Structura Quadram et Systemata Tenendi Opus
Fundamentum mechanicum machinae ad tubos secandos per laser requirit rigorem et resistentiam vibrationibus egregios, ut accuratio sectionis servetur dum operatio fit celeriter. Caela ex ferro sive basia ex ferro ductili soldata stabilitatem necessariam praebent, dum viae directrices accuratissime politae motum axium levem et exactum efficiunt. Systemata fixationis anti-vibrationis machinam a perturbationibus externis segregant, qua de causa vitia qualitatis, quae ab factoribus ambientibus oriuntur, prohibentur.
Systemata tenendi opus variis diametris et longitudinibus tuborum accommodant per mechanismos morsus regulabiles et substructiones caudae. Systemata constringendi pneumatica aut hydraulica opera firmiter alligant dum tamen ciclos rapidos onerandi et exonerandi permittunt. Machinae peritiores systemata automatica ad onerandum tubos includunt, quae materiam e scaffis depositi tractant, ita ut tempora cycli et exigentiae laboris in ambientes productionis magni voluminis ulterius minuantur.
Systemata subsidii materialis se extendunt per longitudinem machinae, praebens continuam sustentationem pro longis tubis dum operatio sectionis agitur. Haec systemata saepe includunt rotulares sustentationes adustabiles quae rectam positionem servent dum permittunt liberam rotationem operis. Systemata mensurae integrata verificant dimensiones et rectitudinem tuborum, ut compensatio automatica fieri possit pro variationibus materialis quae accuratiam sectionis afficere possent.
Systemata Controllis et Integratio Software
Modernae machinae laser-sectionis tuborum nituntur in sophistificatis systematis computatorum numerici controlis quae perfecte integrantur cum programmatibus designi et fabricae. Haec platformae controlis elaborant complexos modulos tridimensionales, generantes automato programma sectionis optimata quae tempus productionis minuant dum usus materialis maximus efficitur. Interfacies graphicae utentium operationem simplificant simul praebentes monitoriam completam et facultates diagnosticas.
Integratio programmatum CAD/CAM permittit importationem directam schematum technicorum et modellorum tridimensionalium, eliminans programmationem manualem pro geometriis complexis. Algorithmi automatici conglobandi optimizant usum materiae disponendo plures partes in singulis longitudinibus tuborum, minuentes abscissionem et meliorantes efficaciam pretii. Facultates simulationis permittunt operatoribus verificare programmas sectionis ante productionem realem, praevinendo errores onerosos et abscissionem materiae.
Systemata monitoris in tempore reale observant parametres sectionis, consumptionem materiae, et statisticas productionis, praebentes data valde utilia ad optimisationem processus et ad controllem qualitatis. Algorithmi maintenance praedictivae analysant data de performance machinae ut activitates maintenance ordinentur antequam defectus componentium eveniant, minuendo interruptiones imprevistas et producendo longiorem vitam instrumentorum.
Facultates et Applicationes Elaborationis Materialium
Materiae Admissae et Intervalla Spissitudinis
Altissimae qualitatis machina ad incisionem tuborum per laserem insignem versatilitatem ostendit in tractando variis metallicis materiis, quae vulgo in applicationibus industrialibus utuntur. Tubi ex accipite ferroso praecipue tractantur; incisio a tubis tenuibus (spissitudine parietis 0,5 millimetrum) usque ad tubos structurales gravioris ponderis (spissitudine parietis ultra 25 millimetra) extenditur. Processus incisionis per laserem margines nitidos et sine oxydo in accipite ferroso producit, saepe opus postliminare finiendi superfluum reddens.
Tractatio accipitis inoxydabilis parametrorum specialium optimisationem requirit, ut praestantior qualitas marginum adipiscatur et contaminatio zonae a calore affectae vitetur. Gas auxiliare nitrogenium ambientes inertes ad incisionem creavit, quae proprietates resistentiae corrosionis in accipite inoxydabili servant. Progressa fornax a laser pipe sectionum configuratio tubos ex accipite inoxydabili usque ad spissitudinem parietis 20 millimetrorum tractare potest, dum tamen angustae tolerantiae dimensionales et superficies laevissimae serventur.
Leges aluminium praebent difficultates peculiares propter altam suam conductibilitatem thermicam et proprietates reflexivas. Longitudines undarum laser specialium et parametri secturae optimi has proprietates materiales superant, permittentes secturas puras in tubis aluminium quae in applicationibus aerospacialibus, automobilisticis et architectonicis utuntur. Materialia cupri et aenei, quamquam difficiliora propter reflexibilitatem extremam, etiam efficaciter tractari possunt cum optimatione parametrorum convenienti et praecutionibus de salute.
Complexitas Geometrica et Flexibilitas Designis
Plures axes machinarum modernarum ad incisionem tuborum per laserem permittunt creationem geometricorum complexorum, quae aut impossibilia essent aut summa impensa exigerebant per methodos conventionales machinandi. Foramina intersecantia, fissurae, notches, et profila cum praecisione positionis et superficiebus levibus incidi possunt. Margines obliqui ad praeparationem soldaturae, anguli compositi ad connexionem structuralem, et paterna ornata intricata omnia intra facultates systematum peritorum cadunt.
Capacitates ad incisionem tridimensionalem operarios permittunt creare iuncturas et connexiones complexas directe durante ipso processo incisionis, eliminando operationes secundarias machinandi. Incisiones in modum sellae pro connexionibus tuborum ad tubos, iuncturae in modum oris piscis pro applicationibus structuralibus, et profila ad usus speciales pro compositionibus specialibus omnia programmi et exequi possunt automato. Haec flexibilitas fabricatoribus permittit producere compositiones complexas efficacius, dum normae qualitatis constantes servantur.
Facultates notandi et incidendi, quae in multis machinis ad secandum tubas per radium laser integratae sunt, functionem valde utilem ad identificandam partem, ad traciabilitatem, et ad usus ornatus addunt. Parametri radii laser ita reguli possunt ut notae permanentes fiant sine ulla integritatis structurae laesione, quod permittit serializationem, notam commercialem, et notarum inspectionem qualitatis directe durante ipso processo secandi.
Controlus Qualitatis et Normae Precisionis
Accuratio Dimensionalis et Repetibilitas
Fabricatio exacta exigit ab machinis ad secandum tubas per radium laser accuratissimam dimensionalem praecisionem et repetibilitatem, quae a modernis systematibus per technologias regulationis provectas constanter adipiscuntur. Tolerantiae dimensionales typicae a ±0,1 usque ad ±0,05 millimetra pro pluribus applicationibus variant, quaedam vero systemata specialia etiam strictiores tolerantias pro componentibus criticis consequuntur. Haec praecisio certificat aptum coniungendum in structuris soldatis et operationes redintegratorias onerosas eximit.
Mensurae repetibilitatis ostendunt constantiam machinae ad secandas tubos per laserem in partibus identicis multis, ubi specificatio typica variationes ostendit minores quam 0,02 millimetra inter sectiones successivas. Haec egregia repetibilitas permittit productionem magnae quantitatis componentium praecisorum sine derivatione aut degeneratione qualitatis cum tempore. Systemata statisticae directionis processus variabilia dimensionalia observant, operatoribus admonitionem dando de potentiis difficultatibus antequam qualitatem productionis afficiant.
Systemata compensationis thermalis mutationes dimensionales, quae a temperatura oriuntur, tam in structura machinae quam in materiis opusculi, rationem habent, ut accuratio per totam productionem diuturnam servetur. Controlla ambientalia et monitoria temperaturae condiciones operationis stabiles confirmant, quae accurationem sectionis servant, non obstantibus variationibus temperaturae ambientis aut mutationibus saecularibus.
Qualitas Superficiei et Characteristicae Marginis
Praestantior qualitas marginum, quae per technologiam sectionis lasericae adipisci potest, unum ex principalibus praevantagiis huius methodi est super methodos sectionis mechanicas consuetas. Margines secti per laserem saepe superficies lene habent cum minimis zonis affictricibus caloris, quod postremas operationes finiendas minuit aut penitus tollit. Mensurationes asperitatis superficiei in tubis per laserem sectis saepe intra limites Ra 3,2 ad Ra 6,3 micrometra cadunt, idoneae ad plerasque applicationes industriales sine ulteriori elaboratione.
Controlus zonae affictricis caloris critica fit, cum materiae tractantur quae sensibiles sunt ad distortionem thermicam vel mutationes metallurgicas. Parametri sectionis optime dispositi calorem introductum minuunt dum velocitas sectionis servatur, proprietates materiae iuxta margines sectos conservantes. Celeres rates refrigerationis, quae in processibus sectionis lasericae insunt, saepe meliores proprietates mechanicas efficiunt quam methodi sectionis thermalis, quae calorem nimium in opus introducunt.
Perpendicularitas marginis et constantia latitudinis incisionis valde conferunt ad qualitatem coniunctionis et ad praestantiam soldaturae. Sectio laseris communiter producit margines perpendiculares cum minima conicitate, quae idoneam aptationem iungendorum soldatorum et coniunctionum mechanicarum certificant. Latitudines constantes incisionis permittunt exactos calculos dispositionis figurarum et optimisationem utilisationis materiae, quae minuit residua et meliorat efficaciam pretii.
Applicationes Industriales et Sectors Mercati
Industriae Automotive et Transportis
Industria automobilium unum ex maximis mercatus est applicationum machinarum ad sectio tuborum per laserem, quod impellitur a postulationibus pro structuris leviore, pro meliore efficacia carburis, et pro complicatis formis systematum exhaustuum. Fabricatio tuborum exhaustuum requirit sectiones, flexiones, et coniunctiones praecisas, quas technologia sectionis laseris efficit perite et pretio commode. Facultas creandi geometrias complicatas in singulis positionibus tempus coniunctionis minuit et qualitatem prodotti meliorat.
Componentes chassidis, structurae cavitatis rotantis, et elementa suspensae ex praecisione et flexibilitate technologiae sectionis laseris profectum capiunt. Iuncturae et connexiones complexae directe in tubos structurales secari possunt, tempus praeparationis ad soldaturam tollens et congruentiam rectam certificans. Industria automobilium, quae in reductione ponderis insidet, postulat applicationes tuborum parietum tenuium, ubi sectio laseris summam qualitatem marginis et minimam distortionem caloris praebet.
Systemata refrigerationis bateriarum vehiculorum electricorum (EV) retia tuborum intricata utuntur, quae tolerantes fabricationis praecisos et connexionem absque perditione fluidi requirunt. Sectio laseris creationem geometricarum canalium refrigerationis complexarum permittit, dum accuratio dimensionalis, quae ad rectam gestionem thermalis necessaria est, servatur. Facultas technologiae, ut aluminii et cupri legatos tractet, eam ad has applicationes speciales optima reddit.
Applicationes Architectonicae et Constructionum
Modernus architecturae designus in dies magis complectitur structuras tubulares complexas, quae geometricam flexibilitatem ostendunt, quam machinae ad incisionem tuborum per laserem praebent. Elementa ornamentalia, coniunctiones structurales, et profila ad usum specialem cum praecisione et repetibilitate creari possunt, ut architecti visiones suas complexas efficiant. Haec technologia tam requisita functionalia quam aesthetica in hodiernis operibus aedificandi suffragatur.
Systemata balustrarum, scuta ornamentalia, et facies architectonicae tubos per laserem sectos utuntur ad figuras et coniunctiones intricatas creandas. Facultas sectionis profilorum complexorum et geometriarum intersecentium creationem elementorum visu magni momenti permittit, simul integritatem structuralem servans. Particulares coniunctionum descriptiones directe in membra structuralia secari possunt, quod coniungendum simplicat et tempus aedificandi minuit.
Fabricatio structurae ferreae fruatur praecisione et efficentia technologiae sectionis laser, praesertim pro nexibus complexis et particularibus ad usum specialem. In constructione pontium, in structuris aedificiorum, et in structuris industrialibus componentes secti per laser utuntur ad exactam aptationem consequendam et ad necessitatem mutationum in loco minuendam. Haec technologia permittit praefabricationem confectionum complexarum cum fiducia in accuratam dimensionem et in compatibilitatem confectionis.
FAQ
Quae materia possunt tractari per machinam sectionis laser pro tubis
Machinae ad secandas tubos per laserem possunt tractare latam varietatem materiarum metallicarum, inter quas accipitur ferrum carbonaceum, ferrum inoxidabile, legamina aluminium, cuprum, aurichalcum, et varia legamina specialia. Spatium crassitudinis typice a tubis tenuibus 0,5 mm usque ad tubos structurales gravioris operis 25 mm extenditur, secundum genus materiae et configurationem potentiae laseris. Quisque materia parametris secandi optimis eget, ut sunt potestas laseris, celeritas secandi, et electio gas auxiliaris, ut optima consequantur. Reflexibilitas materiae, conductivitas thermica, et proprietates fusionis facultates tractationis et eventus qualitatis influunt.
Quomodo accuratio secandi cum methodis tradicionalibus machinandi comparatur
Tecnologia sectionis laseris saepe adhibet tolerantias dimensionales ±0,05 usque ad ±0,1 millimetra, quae saepius superant accuratiam methodorum sectionis mechanicalium consuetarum. Naturae non-contactus sectionis laseris tollit abrasionem instrumenti et derivationem dimensionalem inde secutam, ut accuratio constans per totam seriem productionis servetur. Zonae affectae calore minimae sunt comparatione ad sectionem plasmae aut flammae, ita proprietates materiales et stabililitas dimensionalis servantur. Praecisio et repetibilitas sectionis laseris eam faciunt idoneam ad applicationes quae angustas tolerantias et praestantem qualitatem marginum exigunt.
Quae consideranda sunt de tutela in operationibus sectionis tuborum per laserem?
Protocolla de tutela adversus radios laser requirunt instructionem perquam plenam, aptum apparatus tutelaris personalis, et aditum regulatum ad loca ubi radii laser praesentes sunt. Tutela oculorum speciatim fabricata pro longitudo undae laser quae utitur necessaria est omnibus personis in vicinia. Systemata bene ventilandi fumos et particulas removet quae durante operationibus secandi generantur, ut valetudo operatoris tueatur et qualitas aeris servetur. Curae de incendiis includunt systemata extinguendi idonea et praecepta de tractatione materiarum, quoniam sectio per laser magnam calorem generat et materia inflammabilia accendere potest.
Quomodo exigentiae de conservando operationes impetunt in impensas
Cura regularis machinarum ad secandum tubos per laserem includit purgationem componentium opticorum, substitutionem partium consumibilium ut sunt dysi et fenestrae protectrices, atque curam systematum mechanicorum, inter quae sunt impulsores et axes. Programma curae preventivae, quod in horis operationis fundatur, adiuvat ut evitetur interruptio inopinata et vita instrumentorum prolongetur. Cura fontis laseris varia est secundum genus technologiae: laseres fibrosi in genere minorem curam postulant quam systemata CO₂. Prudentes curae practicae magni momenti sunt ad impensas operationales longi temporis, ad efficacitatem, et ad constantiam qualitatis sectionum.