
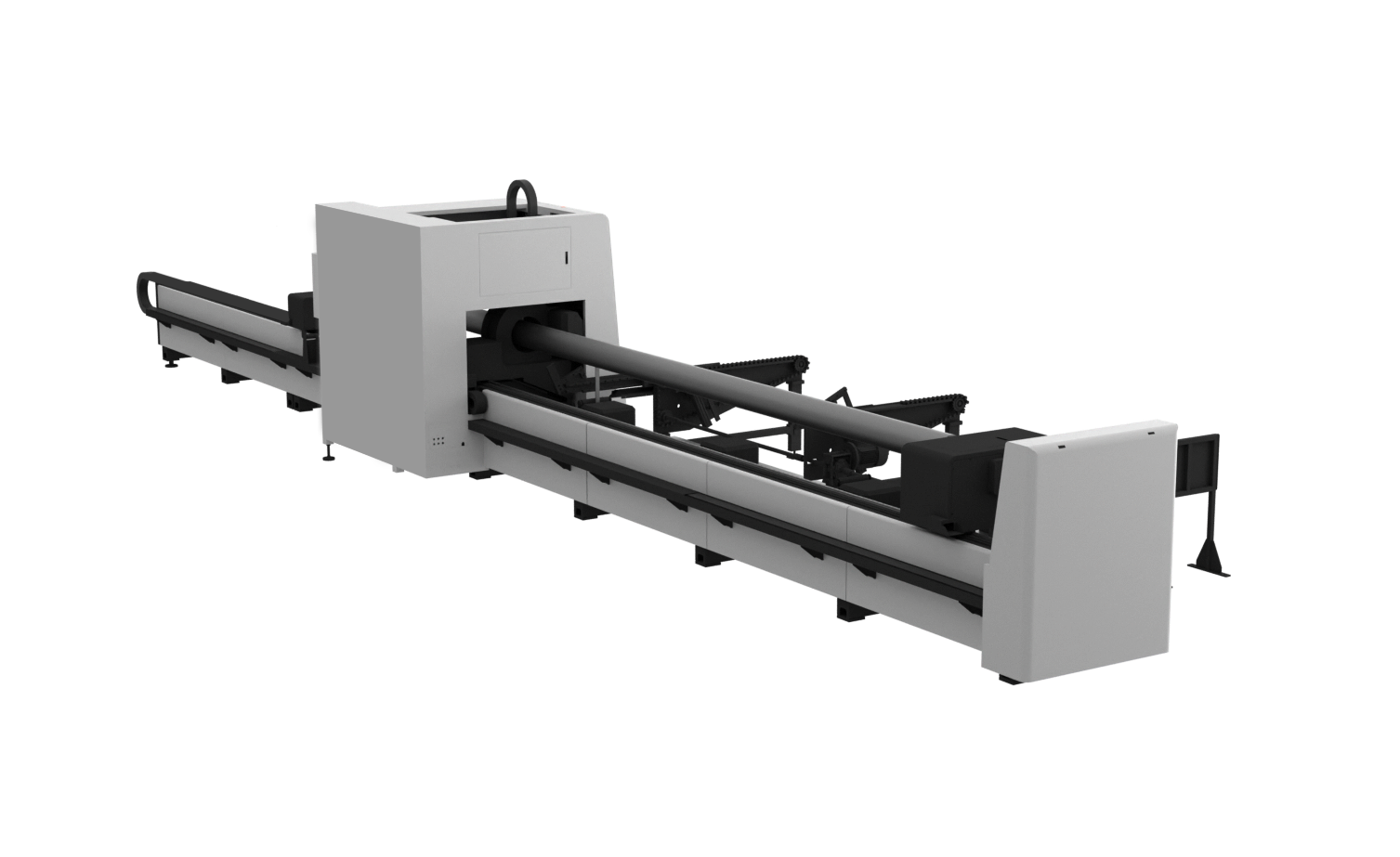
Თანამედროვე წარმოება მოითხოვს სიზუსტეს, სიჩქარეს და ეფექტურობას მილაკერძების დამუშავებისას სამრეწველო სფეროებში. მილების ლაზრის ჭრივი მაშინა წარმოადგენს საუკეთესო დამუშავების ტექნოლოგიის პიკს, რომელიც მაღალი სიმძლავრის ლაზერული სისტემების და სრულყოფილი ავტომატიზაციის კომბინაციას იყენებს საჭრელი მილების, მილაკების და ცარცული პროფილების გასაჭრელად უწინარეო სიზუსტით. ეს რევოლუციური აღჭურვილობა სასტუმრო მწარმოებლების მიერ მეტალურგიული პროექტების შესრულების მეთოდს შეცვალა და საშუალებას აძლევს რთული გეომეტრიული ფორმებისა და სირთულის მაღალი ხარისხის დიზაინების შექმნას, რაც ჩვეულებრივი ჭრის მეთოდებით ადრე შეუძლებელი იყო.
Ლაზერული კვეთის ტექნოლოგიის ევოლუცია აღწია ახალ სიმაღლეებს ცილინდრული მასალების დასამუშავებლად შექმნილი სპეციალიზებული სისტემებით. ეს მანქანები ინტეგრირებენ მრავალ მოძრაობის ღერძს, რაც საშუალებას აძლევს ოპერატორებს შექმნან რთული კვეთები, ხვრელები, ჩაჭრები და პროფილები სხვადასხვა სადგანის მასალებზე, მათ შორის ფოლადზე, ნერგირებულ ფოლადზე, ალუმინზე და სპილენძის შენაირებებზე. თანამედროვე სადგანის ლაზერული კვეთის სისტემებით მიღწევადი სიზუსტე ხშირად მკვეთრად აღემატება ტრადიციულ მექანიკურ კვეთის მეთოდებს, რაც მათ გახდის გამოუყენებლად ინდუსტრიებში, რომლებსაც სჭირდებათ მკაცრი დაშორებები და უმაღლესი ხარისხის კიდეები.
Საინდუსტრო გამოყენება, რომელიც მოიცავს ავტომობილების გამონაბოლქვის სისტემებს, სასტუმრო ნაკეთობის წარმოებას, არქიტექტურულ კარკასებს და აეროკოსმოსურ კომპონენტებს, ძლიერ ეყრდნობა ამ სრულყოფილი მანქანების შესაძლებლობებს. ეს ტექნოლოგია აღმოფხატავს საჭიროებას მეორადი პროცესების განხორციელების მიმართ, რომლებიც ჩვეულებრივ მოჰყვება ტრადიციულ კვეთას, მაგალითად მოკვეთვა, შლაკის მოშორება ან დამატებითი მექანიკური დამუშავების პროცესები. ეს გამარტებული სამუშაო პროცესი არ მხოლოდ ამცირებს წარმოების დროს, არამედ მინიმიზაციას ახდენს მასალის დაკარგვასა და შრომის ხარჯებს, რაც წვლილს აწვდის სრული წარმოების ეფექტურობასა და მოგებიანობას.
Საბაზო ექსპლუატაციის პრინციპები
Ლაზერის გენერირება და სხივის მიწოდების სისტემები
Ნებისმიერი მილის ლაზერული კვეთის მანქანის გული მდებარეობს მის ლაზერის გენერაციის სისტემაში, რომელიც ჩვეულებრივ იყენებს ფიბერული ლაზერის ტექნოლოგიას საუკეთესო სრულყოფილებისა და საიმედოობის მისაღებად. ეს სისტემები წარმოქმნიან კოჰერენტულ სინათლეს სტიმულირებული გამოსხდომის მეშვეობით და კონცენტრირებენ ძალიან დიდი რაოდენობის ენერგიას ფოკუსირებულ სხივში, რომელიც შეუძლია მეტალური მასალების დამხვრეტა და აორთქლება. ლაზერის წყარო წარმოქმნის ტალღის სიგრძეებს, რომლებიც სპეციალურად არის დატუნებული მეტალური ზედაპირების მაქსიმალური შთანთქვის უზრუნველყოფად, რაც უზრუნველყოფს ეფექტურ ენერგიის გადაცემას და სუფთა კვეთის შედეგებს.
Სხივის დასაბეჭდად სისტემები გადაადგილებენ გენერირებულ ლაზერის ენერგიას წყაროდან კვეთის თავამდე სირთულეს მომხმარებლის საჭიროებებს შესატყოვნებლად შემუშავებული ოპტიკური გზების მეშვეობით. მაღალი ხარისხის სარკეები, ლინზები და ფიბერული ოპტიკური კაბელები შენარჩუნებენ სხივის მთლიანობას მთელი დასაბეჭდად პროცესის განმავლობაში და ინარჩუნებენ ფოკუსირებული ენერგიის სიმკვრივეს, რომელიც სჭირდება სიზუსტის მოთხოვნებს შესატყოვნებლად კვეთის მოქმედებების განხორციელებისთვის. საუნდარო გაგრილების სისტემები ცხელების გამო მოწყობილობის დაზიანებისგან იცავენ ამ ოპტიკურ კომპონენტებს და უზრუნველყოფენ სტაბილურ სრულყოფილებას გრძელი წარმოების ციკლების განმავლობაში.
Ჭრის თავის შეკრების ნაკრები შეიცავს ფოკუსირების ოპტიკას, რომელიც ლაზერულ სხივს კონცენტრირებს ძალზე მცირე წერტილზე, რომლის დიამეტრი ჩვეულებრივ 0,1–0,3 მილიმეტრს შორის იქნება. ამ ინტენსიური ენერგიის კონცენტრაცია ფოკუსირების წერტილზე 10 000 გრადუს ცელსიუსზე მეტი ტემპერატურის შექმნას იწვევს, რაც მეტალის მასალებს მყისკარად დაიღლებს. დამხმარე აირები — ჩვეულებრივ ჟანგბადი მსუბუქი ფოლადის და აზოტი მაღალი მიმართულების ფოლადისა და ალუმინის დასაჭრელად — ხელს უწყობს გამოხურებული მასალის ჭრის ხაზიდან (керф) ამოღებას და ჭრის ხარისხის გაუმჯობესებას.
Მრავალღერძიანი მოძრაობის მარეგულირებლის ტექნოლოგია
Სრულყოფილი მოძრაობის კონტროლის სისტემები საშუალებას აძლევს მილების ლაზერული დაჭრის მანქანებს ერთდროულად მანიპულირებას შესრულების ნაკრებზე და ჭრის თავზე რამდენიმე ღერძის გასწვრივ. სტანდარტული კონფიგურაციები ჩვეულებრივ მოიცავს წრფივ ღერძებს მილის სიგრძეში პოზიციონირებისთვის და ბრუნვის ღერძებს მილის დიამეტრის გარშემო წრიული მოძრაობისთვის. განვითარებული მოდელები მოიცავს დამატებით დახრის ღერძებს, რომლებიც საშუალებას აძლევს ჭრის თავს მილის ნაკრებზე სხვადასხვა კუთხით მიახლოვდეს, რაც საშუალებას აძლევს დახრილი ჭრის და რთული სამგანზომილებიანი გეომეტრიების შექმნას.
Სერვო ძრავების სისტემები უზრუნველყოფს სიზუსტის მოთხოვნებს, რომლებიც საჭიროებს რთული ჭრის ოპერაციები, ხოლო ტიპური პოზიციონირების დაშორებები იზომება მილიმეტრის მეასედებში. ენკოდერების უკუკავშირის სისტემები უწყვეტად აკონტროლებენ ღერძების პოზიციებს, რაც საშუალებას აძლევს რეალურ დროში კორექციების შესრულებას და ჭრის პროცესის მანძილზე განზომილებითი სიზუსტის შენარჩუნებას. ეს დახურული მარშრუტის კონტროლი უზრუნველყოფს მეორედ მიღებული შედეგების სტაბილურობას რამდენიმე ნაკრებზე, რაც მნიშვნელოვანია მასობრივი წარმოების გარემოში.
Ინტერპოლაციის ალგორითმები კოორდინირებენ მოძრაობას ყველა ღერძზე, რაც ქმნის გლუვ ინსტრუმენტულ ტრაექტორიებს, რომლებიც არ არღვევენ საჭიროების შესაბამად საუკეთესო დაჭრის სიჩქარეს და სიზუსტეს. მარეგულირებელი სისტემა რეალურ დროში აწარმოებს რთული ტრაექტორიების გამოთვლებს და აგარემოს მატერიალის თვისებებს, სისქის ცვალებადობას და გეომეტრიულ მოთხოვნებს მიხედვით არეგულირებს მოძრაობის სიჩქარეს და ლაზერის სიმძლავრის დონეებს. ეს გონიერი მარეგულირებელი სისტემა მაქსიმიზაციას ახდენს წარმოებლიანობას, ხოლო ერთდროულად უზრუნველყოფს საუკეთესო დაჭრის ხარისხს საერთოდ ყველა გამოყენების შემთხვევაში.
Ძირეული მანქანის კომპონენტები და არქიტექტურა
Სტრუქტურული საფუძველი და სამუშაო ზედაპირის სისტემები
Საჭრელი მანქანის მექანიკური საფუძველი მოითხოვს განსაკუთრებულ სიმტკიცესა და ვიბრაციის წინააღმდეგობას, რათა შეიძლებას გარანტირდეს სიზუსტე საჭრელი პროცესის დროს მაღალი სიჩქარით მუშაობის პირობებში. შეკვრილი ფოლადი საყრდენი სტრუქტურები ან საყრდენი ცომბოქის ძირები უზრუნველყოფს საჭიროებულ სტაბილურობას, ხოლო სიზუსტით გამოკერძებული მიმართულების გზები უზრუნველყოფს ღერძების სიმუშაო და სიზუსტეს. ანტივიბრაციული მონტაჟის სისტემები მანქანას ი izოლირებს გარე გამოწვევებისგან, რაც თავიდან აიცილებს ხარისხის პრობლემებს, რომლებიც გამოწვეულია გარემოს ფაქტორებით.
Სამუშაო ნაკერის სისტემები ადაპტირდება სხვადასხვა საჭრელი მილის დიამეტრსა და სიგრძეს რეგულირებადი ჩაკის მექანიზმებისა და კუდის საყრდენების მეშვეობით. პნევმატიკური ან ჰიდრავლიკური მიმაგრების სისტემები სამუშაო ნაკერებს მაგრად მიმაგრებენ, ხოლო სწრაფი ჩასასვლელად და გასასვლელად საჭიროებული ციკლების შესასრულებლად საშუალებას აძლევენ. საუკეთესო ხარისხის მანქანები მოიცავს ავტომატურ მილების ჩასასვლელად სისტემებს, რომლებიც მასალას საცავი რეიკებიდან იღებენ, რაც კიდევ უფრო მეტად ამცირებს ციკლის ხანგრძლივობას და შრომის მოთხოვნას მაღალი მოცულობის წარმოების გარემოში.
Მასალის მხარდაჭერის სისტემები გადაჭიმულია მანქანის სიგრძეზე და უზრუნველყოფენ გრძელი მილების უწყვეტ მხარდაჭერას კვეთის პროცესში. ამ სისტემებში ხშირად შედის რეგულირებადი როლიკური მხარდაჭერები, რომლებიც არ არღვევენ სამუშაო ნაკრების სწორ განლაგებას და ამავე დროს საშუალებას აძლევენ მის თავისუფალ ბრუნვას. ინტეგრირებული საზომი სისტემები ადასტურებენ მილის გაზომვებს და მის სწორებას, რაც საშუალებას აძლევს ავტომატურად კომპენსირებას მასალის ცვალებადობის გამო შეძლებელ კვეთის სიზუსტეზე ზემოქმედებას.
Კონტროლის სისტემები და პროგრამული უზრუნველყოფის ინტეგრაცია
Სამუდამო მილების ლაზერული კვეთის მანქანები ეყრდნობიან სრულყოფილ კომპიუტერულ რიცხვით მართვის სისტემებს, რომლებიც უკეთესად ინტეგრირდებიან დიზაინისა და წარმოების პროგრამულ უზრუნველყოფასთან. ეს მართვის პლატფორმები დამუშავებენ სირთულის მაღალი სამგანზომილებიანი მოდელებს და ავტომატურად ქმნიან ოპტიმიზებულ კვეთის პროგრამებს, რომლებიც მინიმიზაციას ახდენენ წარმოების დროს და მაქსიმიზაციას ახდენენ მასალის გამოყენებაში. გრაფიკული მომხმარებლის ინტერფეისები მარტივებენ მანქანის მართვას და ერთდროულად საშუალებას აძლევენ სრულყოფილ მონიტორინგსა და დიაგნოსტიკას.
CAD/CAМ პროგრამული უზრუნველყოფის ინტეგრაცია საშუალებას აძლევს საინჟინრო ნახაზებისა და სამგანზომილებიანი მოდელების პირდაპირ შემოტანას, რაც აცილებს ხელით პროგრამირებას რთული გეომეტრიის შემთხვევაში. ავტომატური ჩასმის ალგორითმები ოპტიმიზაციას ახდენენ მასალის გამოყენებას მრავალი ნაკეთობის ერთი მილის სიგრძეზე განლაგებით, რაც ამცირებს ნარჩენებს და აუმჯობესებს სიღირსების ეფექტურობას. სიმულაციის შესაძლებლობები საშუალებას აძლევს ოპერატორებს წარმოების დაწყებამდე შეამოწმონ კვეთის პროგრამები, რაც თავიდან აიცილებს ძვირადღირებულ შეცდომებს და მასალის დაკარგვას.
Რეალური დროის მონიტორინგის სისტემები აკონტროლებენ კვეთის პარამეტრებს, მასალის მოხმარებას და წარმოების სტატისტიკას, რაც მნიშვნელოვან მონაცემებს აწარმოებს პროცესის ოპტიმიზაციისა და ხარისხის კონტროლის მიზნით. პრედიქტიული ტექნიკური მომსახურების ალგორითმები ანალიზის საშუალებით ადრე აგებენ მანქანის შესასწორებლად საჭიროებულ მომსახურების განრიგს კომპონენტების დაზიანების წინასწარ, რაც მინიმიზაციას ახდენს გაუთვალისწინებელ დასასვენებლობას და გრძელებს მოწყობილობის სიცოცხლის ხანგრძლივობას.
Მასალების დამუშავების შესაძლებლობები და გამოყენების სფერო
Მხარდაჭერილი მასალები და სისქის დიაპაზონები
Მაღალი ხარისხის მილების ლაზერული დაჭრის მანქანა გამოირჩევა შესანიშნავი მრავალფეროვნებით საინდუსტრიო გამოყენებაში გამოყენებადი სხვადასხვა მეტალური მასალის დამუშავების დროს. ყველაზე ხშირად დამუშავებადი მასალა არის ნახშირბადის ფოლადის მილები, რომლების დაჭრის შესაძლებლობა ვრცელდება 0,5 მილიმეტრი სისქის თავისუფალი კედლის მილებიდან 25 მილიმეტრზე მეტი კედლის სისქის ძლიერი სტრუქტურული მილებამდე. ლაზერული დაჭრის პროცესი ნახშირბადის ფოლადზე წარმოქმნის სუფთა, ოქსიდების არ შემცველ კიდეებს, რაც ხშირად აცილებს მეორადი დასასრულებლად მომზადების საჭიროებას.
Სტაინლესის ფოლადის დამუშავებისთვის სჭირდება სპეციალიზებული პარამეტრების ოპტიმიზაცია უმაღლესი ხარისხის კიდეების მისაღებად და სითბოს ზემოქმედების ზონაში დაბინძურების თავიდან ასაცილებლად. აზოტის დამხმარე აირი ქმნის ინერტულ დაჭრის გარემოს, რომელიც ინარჩუნებს სტაინლესის ფოლადის კოროზიის წინაღორების თვისებებს. განვითარებული pipe laser cutting machine კონფიგურაციები შეუძლია სტაინლესის ფოლადის მილების დამუშავება 20 მილიმეტრამდე კედლის სისქით, ხოლო ეს ხდება სიზუსტის მკაცრი დაშვების ზღვრების დაცვით და გლუვი ზედაპირის სისუფთავის შენარჩუნებით.
Ალუმინის შენადნობები წარმოადგენენ უნიკალურ გამოწვევებს მათი მაღალი თბოგამტარობისა და რეფლექტიურობის მახასიათებლების გამო. სპეციალიზებული ლაზერული ტალღის სიგრძეები და ოპტიმიზებული კვეთის პარამეტრები ამ მასალის მახასიათებლებს გადალახავენ, რაც საშუალებას აძლევს სუფთა კვეთების მიღებას ალუმინის მილებზე, რომლებიც გამოიყენება აეროკოსმოსურ, ავტომობილურ და არქიტექტურულ აპლიკაციებში. სპეციალური პარამეტრების ოპტიმიზაციით და უსაფრთხოების ზომების მიღებით საშუალება ეძლევა ეფექტურად დამუშავდეს სპილენძი და ბრინჯაო, რომლებიც მათი საკმაოდ მაღალი რეფლექტიურობის გამო უფრო რთული მასალებია.
Გეომეტრიული სირთულე და დიზაინის მოქნილობა
Თანამედროვე მილების ლაზერული კვეთის მანქანების მრავალღერძიანი შესაძლებლობები საშუალებას აძლევს შევქმნათ რთული გეომეტრიული ფორმები, რომლებიც ჩვეულებრივი მექანიკური დამუშავების მეთოდებით შეუძლებელია ან ძალიან ძვირადღირებული. კვეთის სიზუსტე და გладი ზედაპირის დასრულება საშუალებას აძლევს სწორად და სიზუსტით მოახდინოს გადაკვეთილი ხვრელები, ღარები, ჩაჭრები და პროფილები. შესაძლებელია საკონტაქტო შეერთებების მოსამზადებლად დახრილი კიდეების, სტრუქტურული შეერთებების მოსამზადებლად რთული კუთხეების და სამკაულო რთული ნახატების კვეთა მაღალი ტექნოლოგიის სისტემების მეშვეობით.
Სამგანზომილებიანი კვეთის შესაძლებლობები საშუალებას აძლევს ოპერატორებს რთული შეერთებებისა და კავშირების შექმნას პირდაპირ კვეთის პროცესის დროს, რაც აცილებს მეორადი მექანიკური დამუშავების ოპერაციებს. მილიდან მილამდე შეერთებების მოსამზადებლად სადლის ფორმის კვეთები, სტრუქტურული მიზნების მოსამზადებლად თევზის პირის ფორმის შეერთებები და სპეციალიზებული შეკრებების მოსამზადებლად ინდივიდუალური პროფილები ყველა ავტომატურად შეიძლება დაპროგრამდეს და შესრულდეს. ეს მოქნილობა საშუალებას აძლევს წარმოებლებს რთული შეკრებების უფრო ეფექტურად წარმოებას და ერთნაირი ხარისხის სტანდარტების შენარჩუნებას.
Მრავალ სატრუბუციო ლაზერულ კვეთის მანქანაში ჩაშენებული ნიშნვა და გრავირების შესაძლებლობები ამატებს მნიშვნელოვან ფუნქციონალობას ნაკეთობის იდენტიფიკაციის, საკონტროლო სიზუსტის და დეკორატიული გამოყენების მიზნით. ლაზერის პარამეტრები შეიძლება დაირეგულიროს სტრუქტურული მტკიცებულების შეუცვლელად მუდმივი ნიშნვების შესაქმნელად, რაც საშუალებას აძლევს სერიული ნომრების მინიჭებას, ბრენდირებას და ხარისხის კონტროლის ნიშნვების დასადებად პირდაპირ კვეთის პროცესის დროს.
Ხარისხის კონტროლი და სიზუსტის სტანდარტები
Განზომილებითი სიზუსტე და ხელმეორებადობა
Სიზუსტის მოთხოვნილების მქონე წარმოება მოითხოვს სატრუბუციო ლაზერული კვეთის მანქანებისგან გამორჩეულ განზომილებით სიზუსტეს და მეორედ გამეორების შესაძლებლობას, რასაც თანამედროვე სისტემები მუდმივად ასრულებენ განვითარებული მართვის ტექნოლოგიების საშუალებით. ტიპიური განზომილებითი დაშვებები უმეტეს შემთხვევაში მერყეობს ±0,1–±0,05 მილიმეტრს შორის, ხოლო ზოგიერთი სპეციალიზებული სისტემა კრიტიკული კომპონენტების შემთხვევაში კი კიდევე მკაცრ დაშვებებს აღწევს. ამ დონის სიზუსტე უზრუნველყოფს სწორ შეჯვარებას შეერთებული კონსტრუქციებში და არიდებს ძვირადღირებული ხელახალი დამუშავების ოპერაციებს.
Გამეორებადობის გაზომვები აჩვენებს საჭრელი ლაზერული მანქანის შედეგების თანმხლებობას რამდენიმე იდენტურ ნაკეთობაზე, სადაც ტიპური სპეციფიკაციები აჩვენებს მიმდევრობითი ჭრის შედეგებს შორის 0,02 მილიმეტრზე ნაკლები ცვალებადობას. ეს გამორჩეული გამეორებადობა საშუალებას აძლევს სიზუსტის მაღალი მოთხოვნის კომპონენტების მასობრივი წარმოების განხორციელებას ხარისხის გადახრის ან დროთა განმავლობაში ხარისხის გაუარესების გარეშე. სტატისტიკური პროცესის კონტროლის სისტემები აკონტროლებს განზომილებითი ცვალებადობას და წინასწარ აფრთხილებს ოპერატორებს შესაძლო პრობლემების შესახებ, სანამ ისინი წარმოების ხარისხზე გავლენას ახდენენ.
Ტერმული კომპენსაციის სისტემები აღიარებენ ტემპერატურის გამოწვეულ განზომილებით ცვლილებებს როგორც მანქანის სტრუქტურაში, ასევე დამუშავების საგნების მასალებში და ამ გზით საშუალებას აძლევენ სიზუსტის შენარჩუნებას გრძელვადი წარმოების განმავლობაში. გარემოს კონტროლი და ტემპერატურის მონიტორინგი უზრუნველყოფს სტაბილურ სამუშაო პირობებს, რაც ჭრის სიზუსტის შენარჩუნებას უზრუნველყოფს გარემოს ტემპერატურის ცვალებადობის ან სეზონური ცვლილებების გამო მიღებული ზემოქმედების გარეშე.
Ზედაპირის ხარისხი და კიდეების მახასიათებლები
Ლაზერით კვეთის ტექნოლოგიით მიღებული უმაღლესი ხარისხის კიდეები წარმოადგენს ერთ-ერთ ძირეულ უპირატესობას ჩვეულებრივი მეхანიკური კვეთის მეთოდების წინააღმდეგ. ლაზერით კვეთილი კიდეები ჩვეულებრივ აჩვენებენ გლუვ ზედაპირს და მინიმალურ ცხელდებად ზონას, რაც ამცირებს ან აღარ სჭირდება მეორადი დასამუშავებლად მოთხოვნებს. ლაზერით კვეთილი მილების ზედაპირის შეურავობის გაზომვები ხშირად მოხვდება Ra 3.2–Ra 6.3 მიკრომეტრის დიაპაზონში, რაც უმეტეს სამრეწველო გამოყენებებში დამატებითი დამუშავების გარეშე საკმარისია.
Ცხელდებადი ზონის კონტროლი განსაკუთრებით მნიშვნელოვანი ხდება იმ მასალების დამუშავებისას, რომლებიც მგრძნობარეა სითბური დეფორმაციის ან მეტალურგიული ცვლილებების მიმართ. ოპტიმიზებული კვეთის პარამეტრები მინიმუმამდე ამცირებენ სითბურ შეყვანას კვეთის სიჩქარის შენარჩუნების პირობაში, რაც შეიძლება შეინარჩუნოს მასალის თვისებები კვეთის კიდეების მიმდებარე ადგილებში. ლაზერით კვეთის პროცესებში დამახსოვრებული სწრაფი გაგრილების სიჩქარეები ხშირად იძლევა გაუმჯობესებულ მექანიკურ თვისებებს იმ სითბური კვეთის მეთოდების შედარებით, რომლებიც სამუშაო ნიმუშში ზედმეტ სითბოს შეიყვანენ.
Სასრულო წერტილების პერპენდიკულარობა და კვეთის სიგანის მუდმივობა მნიშვნელოვნად უწყობს ხელს შეკრების ხარისხის და სველის შესრულების ხარისხის გაუმჯობესებას. ლაზერული კვეთა ჩვეულებრივ ქმნის პერპენდიკულარულ სასრულო წერტილებს მინიმალური კონუსურობით, რაც უზრუნველყოფს სველის შეერთებებისა და მექანიკური შეკრებების სწორ მორგებას. კვეთის სიგანის მუდმივობა საშუალებას აძლევს სწორად განაკვეთოს ნაკეთობების განლაგება და ოპტიმიზირდეს მასალის გამოყენება, რაც ამცირებს ნარჩენებს და აუმჯობესებს ხარჯების ეფექტურობას.
Სამრეწველო გამოყენება და ბაზრის სექტორები
Ავტომობილებისა და ტრანსპორტის საინდუსტრო დარგები
Ავტომობილების საინდუსტრია წარმოადგენს მილების ლაზერული კვეთის მანქანების გამოყენების ერთ-ერთ უდიდეს ბაზარს, რაც გამოწვეულია მსუბუქი კონსტრუქციების, გაუმჯობესებული საწვავის ეფექტურობის და რთული გამოგორების სისტემების დიზაინის მოთხოვნებით. გამოგორების მილების წარმოება მოითხოვს სწორ კვეთებს, გამოხრებს და შეერთებებს, რომლებსაც ლაზერული კვეთის ტექნოლოგია ეფექტურად და ხარჯეფექტურად უზრუნველყოფს. რთული გეომეტრიების ერთი დაყენების ფარგლებში შექმნის შესაძლებლობა ამცირებს შეკრების დროს და აუმჯობესებს პროდუქტის ხარისხს.
Შასის კომპონენტები, როლ-კეიჯის სტრუქტურები და სავერტიკალო ელემენტები სარგებლობენ ლაზერული ჭრის ტექნოლოგიის სიზუსტითა და მოქნილობით. სირთულის მქონე შეერთებები და კავშირები შეიძლება პირდაპირ მოიჭროს სტრუქტურულ სადგანებში, რაც აცილებს საჭრელი მზადების დროს და უზრუნველყოფს სწორ მორგებას. ავტომობილების ინდუსტრიაში წონის შემცირების მოთხოვნილება იწვევს თავისთავად ხშირად გამოყენებული ხელოვნური შემცირებული სისქის მილების გამოყენებას, სადაც ლაზერული ჭრის ტექნოლოგია უზრუნველყოფს უმაღლესი ხარისხის კიდეებს და მინიმალურ სითბურ დეფორმაციას.
Ელექტრომობილების ბატარეების გაგრილების სისტემებში გამოიყენება სირთულის მქონე მილების ქსელი, რომელსაც სჭირდება სიზუსტის მაღალი მოთხოვნილება და დაუშვებელი გასვლის შეუძლებლობას უზრუნველყოფს შეერთებები. ლაზერული ჭრის ტექნოლოგია საშუალებას აძლევს სირთულის მქონე გაგრილების არხების გეომეტრიის შექმნას, რაც საჭიროებს ზუსტ განზომილებებს სწორი სითბური მართვის უზრუნველყოფას. ამ ტექნოლოგიის შესაძლებლობა ალუმინისა და სპილენძის შენაირების დამუშავების მიხედვით ის იდეალურია ამ სპეციალიზებული გამოყენების სფეროებისთვის.
Არქიტექტურული და სამშენი აპლიკაციები
Თანამედროვე არქიტექტურული დიზაინი ყოველფრო უფრო ხშირად იყენებს რთულ ცხრილურ სტრუქტურებს, რომლებიც აჩვენებენ გეომეტრიულ მოქნილობას, რომელსაც საშუალებას აძლევს მილების ლაზერული დაჭრის მანქანები. დეკორატიული ელემენტები, სტრუქტურული შეერთებები და ინდივიდუალურად შექმნილი პროფილები შეიძლება წარმოვადგენოთ სიზუსტით და მეორედ გამოყენების შესაძლებლობით, რაც არქიტექტორებს საშუალებას აძლევს რთული დიზაინის ხედვების რეალიზაციას. ეს ტექნოლოგია მხარს უჭერს როგორც ფუნქციონალურ, ისე ესთეტიკურ მოთხოვნებს თანამედროვე საშენო პროექტებში.
Ხელსაყრელი სისტემები, დეკორატიული ეკრანები და არქიტექტურული ფასადები იყენებენ ლაზერით დაჭრილ მილებს რთული ნიმუშებისა და შეერთებების შესაქმნელად. რთული პროფილების და გადაკვეთის გეომეტრიების დაჭრის შესაძლებლობა საშუალებას აძლევს ვიზუალურად შემოსახედი ელემენტების შექმნას, ხოლო სტრუქტურული მტკიცებულების შენარჩუნებას უზრუნველყოფს. ინდივიდუალური შეერთების დეტალები შეიძლება პირდაპირ სტრუქტურულ ელემენტებში დავჭრათ, რაც ამარტივებს შეკრებას და ამცირებს საშენო დროს.
Სტრუქტურული ფოლადის წარმოება იღებს სარგებელს ლაზერული კვეთის ტექნოლოგიის სიზუსტესა და ეფექტურობას, განსაკუთრებით რთული შეერთებებისა და ინდივიდუალურად შექმნილი დეტალების შემთხვევაში. ხიდების მშენებლობა, შენობების კარკასები და სამრეწველო სტრუქტურები იყენებს ლაზერით კვეთილ კომპონენტებს სიზუსტის მისაღებად მოსარგებლად და საერთოდ ველზე მოდიფიკაციების მოთხოვნის შემცირების მიზნით. ეს ტექნოლოგია საშუალებას აძლევს რთული შეკრებების წინასწარ წარმოებას სიზუსტის და შეკრების თავსებადობის მიმართ სრული ნდოვანებით.
Ხელიკრული
Რომელი მასალები შეიძლება დამუშავდეს მილების ლაზერული კვეთის მანქანით
Ლაზერული მილების კვეთის მანქანები შეძლებს მრავალი სახის მეტალურგიული მასალების დამუშავებას, მათ შორის ნახშირბადის ფოლადის, ნეიტრალური ფოლადის, ალუმინის შენაირებების, სპილენძის, ბრინჯაოს და სხვადასხვა სპეციალური შენაირებების. სისქის დიაპაზონი ჩვეულებრივ ვრცელდება 0,5 მმ-იანი თავისუფალი კედლის მქონე მილებიდან 25 მმ-იანი მძიმე სტრუქტურული მილებამდე, რაც დამოკიდებულია მასალის ტიპზე და ლაზერის სიმძლავრის კონფიგურაციაზე. თითოეული მასალა მოითხოვს კვეთის პარამეტრების ოპტიმიზაციას, მათ შორის ლაზერის სიმძლავრე, კვეთის სიჩქარე და დამხმარე აირის არჩევანი, რათა მივიღოთ საუკეთესო შედეგები. მასალის რეფლექტიურობა, თერმული გამტარობა და დნობის მახასიათებლები მოქმედებენ დამუშავების შესაძლებლობებსა და ხარისხის შედეგებზე.
Როგორ შედარება კვეთის სიზუსტე ტრადიციული მექანიკური დამუშავების მეთოდებთან?
Ლაზერული კვეთის ტექნოლოგია ჩვეულებრივ აღწევს განზომილების დაშვებულ ცდომილებას ±0,05–±0,1 მილიმეტრის ფარგლებში და ხშირად აღემატება ჩვეულებრივი მექანიკური კვეთის მეთოდების სიზუსტეს. ლაზერული კვეთის არ შემეხების ბუნება არიდებს ინსტრუმენტის აბრაზიულ მოწყობილობას და ამასთან დაკავშირებულ განზომილების გადახრას, რაც უზრუნველყოფს სიზუსტის მუდმივ შენარჩუნებას მთელი წარმოების ციკლის განმავლობაში. თბოზე მოქმედების ზონები მინიმალურია პლაზმული ან ცეცხლით კვეთის შედარებით, რაც მასალის თვისებებისა და განზომილების სტაბილურობის შენარჩუნებას უზრუნველყოფს. ლაზერული კვეთის სიზუსტე და განმეორებადობა მის იდეალურ არჩევანად ქმნის იმ აპლიკაციებისთვის, რომლებსაც მკაცრი დაშვებული ცდომილებები და უმაღლესი ხარისხის კიდეები სჭირდება.
Რა უსაფრთხოების საკითხები არის მნიშვნელოვანი სადგურის ლაზერული კვეთის მოწყობილობების ექსპლუატაციის დროს
Ლაზერის უსაფრთხოების პროტოკოლები მოითხოვს სრულყოფილ სწავლებას, შესაბამის პირად დაცვის საშუალებებს და ლაზერული გამოსხივების არეებში კონტროლირებულ წვდომას. ყველა პერსონალისთვის, რომელიც ლაზერის მოქმედების არეში მოძრაობს, აუცილებელია ლაზერის კონკრეტული ტალღის სიგრძისთვის სპეციალურად შექმნილი თვალების დაცვა. საკმარისი გამანტენირებელი სისტემები აცილებს ჭრის პროცესში წარმოქმნილ ნაკადებსა და ნაკრებებს, რაც იცავს ოპერატორის ჯანმრთელობას და უზრუნველყოფს ჰაერის ხარისხს. საწინააღმდეგო სიცოცხლის ზომები მოიცავს შესაბამისი ჩაქრობის სისტემებს და მასალების მოხამების პროცედურებს, რადგან ლაზერის ჭრის პროცესში გამოყოფილი სითბო შეიძლება გამოიწვიოს ალბათური მასალების ალება.
Როგორ აისახება მომსახურების მოთხოვნები ექსპლუატაციურ ხარჯებზე
Სადგანზე მოთავსებული ლაზერული მილების კვეთის მანქანების რეგულარული ტექნიკური მომსახურება მოიცავს ოპტიკური კომპონენტების გაწმენდას, საჭიროების შემთხვევაში მოხმარებლის ნაკლებად მდგრადი ნაკეთობების (მაგალითად, ნოზლებისა და დაცვითი ფანჯრების) ჩანაცვლებას და მექანიკური სისტემების (მათ შორის, მძრავებისა და საყრდენების) მომსახურებას. ექსპლუატაციური საათების მიხედვით შედგენილი პრევენციული მომსახურების გრაფიკები ხელს უწყობს განუსაზღვრელი შეჩერების თავიდან აცილებას და მოწყობილობის სიცოცხლის ხანგრძლივობის გაზრდას. ლაზერული წყაროს მომსახურება იცვლება ტექნოლოგიის ტიპის მიხედვით: ბოლო მოდელების ფიბერული ლაზერები საერთოდ ნაკლებ მომსახურებას მოითხოვენ, ვიდრე CO2 სისტემები. სწორი მომსახურების პრაქტიკები მნიშვნელოვნად მოქმედებენ მოწყობილობის გრძელვადი ექსპლუატაციურ ხარჯებზე, წარმოების შედეგიანობაზე და კვეთის ხარისხის სტაბილურობაზე.
Შინაარსის ცხრილი
- Საბაზო ექსპლუატაციის პრინციპები
- Ძირეული მანქანის კომპონენტები და არქიტექტურა
- Მასალების დამუშავების შესაძლებლობები და გამოყენების სფერო
- Ხარისხის კონტროლი და სიზუსტის სტანდარტები
- Სამრეწველო გამოყენება და ბაზრის სექტორები
-
Ხელიკრული
- Რომელი მასალები შეიძლება დამუშავდეს მილების ლაზერული კვეთის მანქანით
- Როგორ შედარება კვეთის სიზუსტე ტრადიციული მექანიკური დამუშავების მეთოდებთან?
- Რა უსაფრთხოების საკითხები არის მნიშვნელოვანი სადგურის ლაზერული კვეთის მოწყობილობების ექსპლუატაციის დროს
- Როგორ აისახება მომსახურების მოთხოვნები ექსპლუატაციურ ხარჯებზე