ლაზერული რეზი ნახშირბადის ფოლადისთვის
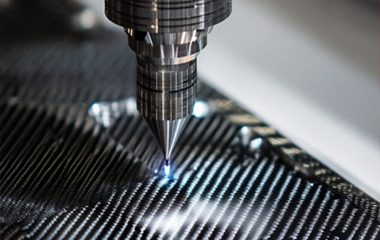
Ლაზერული კვეთა ნახშირბადის ფოლადისთვის წარმოადგენს რევოლუციურ წარმოების ტექნოლოგიას, რომელმაც გადამუშავა იმ ინდუსტრიების მიერ ერთ-ერთი ყველაზე გავრცელებული მასალის დამუშავების მეთოდი, როგორიცაა მშენებლობა, ავტომობილგამომშობელი და სამუშაო სექტორები. ეს დანერგილი კვეთის მეთოდი იყენებს კონცენტრირებულ ლაზერულ სხივებს, რათა მიიღოს ზუსტი, გასუფთავებული კვეთები ნახშირბადის ფოლადის ფირებში და ფირფირებში სხვადასხვა სისქის შემთხვევაში. პროცესი მუშაობს იმით, რომ მაღალი სიმძლავრის ლაზერული სხივი აიფინებს ნახშირბადის ფოლადის ზედაპირზე, რის შედეგადაც წარმოიქმნება ინტენსიური თბოს ზონა, რომელიც დნობს, წვავს ან აორთქლებს მასალას წინასწარ განსაზღვრული კვეთის მიმართულებით. თანამედროვე ლაზერული კვეთის სისტემები ინტეგრირებული აქვთ საკმაოდ დანერგილი კომპიუტერული ციფრული კონტროლის (CNC) ტექნოლოგია, რაც საშუალებას აძლევს ოპერატორებს შეასრულონ რთული დიზაინები განსაკუთრებული სიზუსტით და განმეორებადობით. ლაზერული კვეთის ძირითადი ფუნქციები შეიცავს პირდაპირი ხაზის გასვლას, რთული ნიმუშების შექმნას, დახრილი ზედაპირების გაკეთებას და გრავირებას. ეს სისტემები შეუძლიათ დამუშაონ ნახშირბადის ფოლადის მასალები თხელი ფირებიდან დაწყებული სქელი ფირფირებით დამთავრებული, როგორც წესი, დამუშავებული მასალის სისქე რამდენიმე დუიმამდე მიდის ლაზერის სიმძლავრის მიხედვით. ლაზერული კვეთის ტექნოლოგიური თვისებები შეიცავს სხივის რეალურ დროში პოზიციონირებას, ავტომატურ ფოკუსირების კორექტირებას და ინტეგრირებულ მასალის მართვის სისტემებს, რომლებიც ამარტივებს წარმოების პროცესებს. კვეთის პროცესი ნაკლებ მექანიკურ დატვირთვას იწვევს დეტალებზე, რის შედეგადაც ინარჩუნებს მასალის მთლიანობას და წარმოქმნის გლუვ, უბურატო კიდეებს, რომლებიც ხშირად მეორადი დამუშავების გარეშე არის. გამოყენება მოიცავს რამდენიმე ინდუსტრიას, მათ შორის არქიტექტურულ მეტალოკონსტრუქციებს, სამრეწველო მანქანების წარმოებას, ავტომობილის კომპონენტების დამზადებას, საზღვაო სარგებლობას და ინდივიდუალურ დამზადების სერვისებს. ლაზერული კვეთის მრავალფეროვნება იდეალურ ადგილს ხდის ნახშირბადის ფოლადისთვის ყველაფრის დასამზადებლად – დეკორატიული პანელებიდან დაწყებული ნიშნებით დამთავრებული, ზუსტი მექანიკური ნაწილებიდან დაწყებული სტრუქტურული კომპონენტებით დამთავრებული. ხარისხის კონტროლის სისტემები უწყვეტლად აკონტროლებენ კვეთის პარამეტრებს, რაც უზრუნველყოფს მუდმივ შედეგებს წარმოების მსვლელობის განმავლობაში და ინარჩუნებს ზუსტ გეომეტრიულ და ზომებრივ დახვეწებს, რაც აუცილებელია თანამედროვე წარმოების მოთხოვნებისთვის.