Өзгерісіз дәлдік және сапа басқаруы
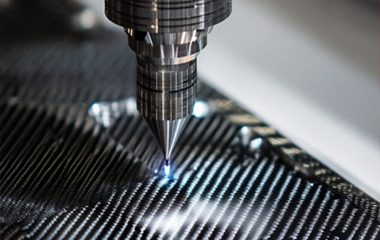
Лазерлік кесу көміртегі болаты әртүрлі қолданыстарда 0,05-тен 0,1 миллиметрге дейінгі дәлдікпен сақталатын, өндірістік дәлдікке жаңа стандарттар орнататын өлшемдік дәлдікті қамтамасыз етеді. Бұл ерекше дәлдік лазер сәулесінің өте жіңішке кесу енін, әдетте материалдың қалыңдығы мен кесу параметрлеріне байланысты 0,1-ден 0,5 мм-ге дейінгі шамада жасау қабілетінен туындайды. Дәлдікті басқару тек қарапайым өлшемдік дәлдіктен ғана емес, сонымен қатар лазерлік кесу кезінде аз мөлшерде шлак түзілетін тегіс, перпендикулярлы кесілген қырларды қамтитын қыр сапасын басқарудан тұрады. Дамыған сәуле беру жүйелері ұзақ өндірістік циклдар бойы сапаны оптималды деңгейде сақтау үшін үнемі кесу параметрлерін түзететін нақты уақытта бақылау мүмкіндігін қамтиды. Көміртегі болатын лазерлік кесу кезінде пайда болатын жылу әсерінің аймағы қырдан 0,1-ден 0,2 мм-ге дейін ғана кеңейеді, бұл базалық материалдың механикалық қасиеттері мен металлургиялық құрылымын сақтайды. Бұл минималды жылу әсері кесуден кейін дәлме-дәл жылумен өңдеу немесе пісіру операцияларын талап ететін қолданыстар үшін маңызды. Қазіргі заманғы лазерлік кесу құралдарына интеграцияланған сапа бақылау жүйелері сәуле қуатын, кесу жылдамдығын және фокустық орынды үнемі бақылап, сапаға әсер етуі мүмкін болатын ауытқуларды автоматты түрде түзетеді. Қайталану коэффициенті статистикалық процесті басқару деңгейлеріне жетеді, бұл өндірушілерге өлшемдік сипаттамалары тұрақты болатын мыңдаған бірдей бөлшектерді шығаруға мүмкіндік береді. Қырдың тегістігін өлшеу нәтижелері көптеген қолданыстарда қосымша өңдеуді болдырмау үшін үнемі 2 микрометрден төмен Ra мәндерін қамтамасыз етеді. Бұл дәлдік кәдімгі кесу әдістері үшін қиын болатын, қисықтың тұйық радиусы, сүйір ішкі бұрыштар және күрделі үлгілер сияқты күрделі геометрияларға дейін созылады. Автоматтандырылған өлшеу жүйелері өндірістің келесі сатыларына өту алдында берілген дәлдік шектерінен тыс жатқан бөлшектерді анықтап, нақты уақытта өлшемдік дәлдікті тексеруі мүмкін. Бұл интеграцияланған сапа тәсілі қалдықтарды азайтады, қайта өңдеуді минималдандырады және дәлме-дәл бөлшектерді шығару арқылы тұтынушылардың қанағаттануын қамтамасыз етеді, бұл инженерлік талаптарды сәйкес келтіреді немесе олардан асып түседі.