Neprekonatelná presnosť a kvalitná kontrola
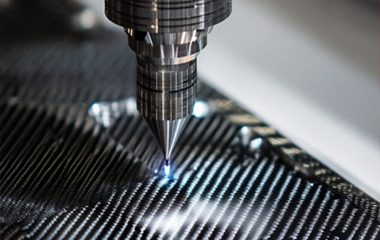
Laserové rezanie uhlíkovej ocele dosahuje rozmernú presnosť, ktorá stanovuje nové štandardy pre výrobnú presnosť, a to s dodržaním tolerancií v rozmedzí 0,05 až 0,1 milimetra vo všetkých typoch aplikácií. Táto vynikajúca presnosť vyplýva z koncentrovaného laserového lúča, ktorý vytvára extrémne úzke rezy (tzv. kerf), ktorých šírka sa zvyčajne pohybuje medzi 0,1 a 0,5 milimetra v závislosti od hrúbky materiálu a rezných parametrov. Presná kontrola sa neobmedzuje len na jednoduchú rozmernú presnosť, ale zahŕňa aj riadenie kvality rezaných okrajov, pri ktorom laserové rezanie uhlíkovej ocele vytvára hladké, kolmé rezy s minimálnym tvorením strusky. Pokročilé systémy dodávania lúča obsahujú funkcie sledovania v reálnom čase, ktoré nepretržite upravujú rezné parametre, aby zachovali optimálnu kvalitu počas celých dlhých výrobných sérií. Tepelne ovplyvnená zóna vytvorená pri laserovom rezaní uhlíkovej ocele je pozoruhodne úzka a zvyčajne siaha len 0,1 až 0,2 milimetra od rezaného okraja, čím dochádza k zachovaniu mechanických vlastností a metalurgickej štruktúry základného materiálu. Tento minimálny tepelný vplyv je rozhodujúci pre aplikácie, ktoré vyžadujú presné tepelné spracovanie alebo zváranie po rezaní. Systémy kontroly kvality integrované do moderných zariadení na laserové rezanie uhlíkovej ocele nepretržite monitorujú výkon lúča, rýchlosť rezania a ohniskovú polohu a automaticky kompenzujú odchýlky, ktoré by mohli ovplyvniť kvalitu rezu. Opakovateľnosť dosahuje úroveň štatistickej regulácie procesu, čo umožňuje výrobcam vyrábať tisíce identických súčiastok s konzistentnými rozmernými charakteristikami. Merania hladkosti okrajov pravidelne dosahujú hodnoty Ra pod 2 mikrometre, čím sa eliminujú sekundárne dokončovacie operácie pri mnohých aplikáciách. Táto presnosť sa prejavuje aj pri zložitých geometriách vrátane tesných oblúkov, ostrých vnútorných rohov a komplikovaných vzorov, ktoré by boli pre tradičné rezacie metódy náročné. Automatizované meracie systémy môžu overovať rozmernú presnosť v reálnom čase a odmietnuť súčiastky, ktoré prekračujú stanovené limity tolerancie, ešte pred ich ďalším spracovaním v nasledujúcich výrobných fázach. Takýto integrovaný prístup k zabezpečeniu kvality znižuje odpad, minimalizuje opravy a zaručuje spokojnosť zákazníkov dôsledným dodávaním presných komponentov, ktoré splňujú alebo prekračujú inžinierske špecifikácie.