Egyéni Pontosság és Minőségbiztosítás
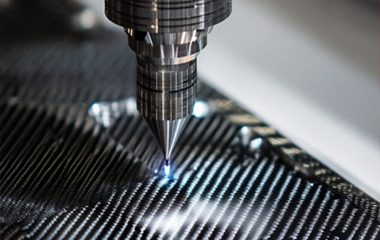
A széndioxid acélt vágó lézeres megmunkálás olyan méretpontosságot ér el, amely új mércét állít a gyártási pontosság terén, és alkalmazási körüktől függetlenül folyamatosan ±0,05–0,1 milliméteres tűréshatáron belüli pontossággal dolgozik. Ez a kiváló pontosság a nagyon keskeny vágási rés (kerf) eredménye, amelyet a koncentrált lézersugár hoz létre, és általában 0,1 és 0,5 mm közötti, az anyag vastagságától és a vágási paraméterektől függő méretű. A pontosság-irányítás nem csupán a méretek helyességére terjed ki, hanem az élek minőségének szabályozására is: a lézeres széndioxid acél vágás sima, merőleges vágásokat eredményez minimális horzsolódás (dross) képződéssel. A fejlett sugárirányító rendszerek valós idejű figyelési lehetőségeket biztosítanak, amelyek folyamatosan módosítják a vágási paramétereket, így biztosítva az optimális minőséget hosszabb termelési ciklusok során is. A lézeres széndioxid acél vágás során keletkező hőhatásövezet meglehetősen keskeny marad, általában mindössze 0,1–0,2 mm-re terjed az él mentén, így megőrizve az alapanyag mechanikai tulajdonságait és a fémszerkezet integritását. Ez a minimális hőhatás különösen fontos olyan alkalmazásoknál, ahol a vágás után pontos hőkezelésre vagy hegesztésre van szükség. A modern lézeres széndioxid acél vágó berendezésekbe integrált minőségellenőrző rendszerek folyamatosan figyelik a lézersugár teljesítményét, a vágási sebességet és a fókuszpont helyzetét, és automatikusan korrigálnak azokon a változásokon, amelyek befolyásolhatnák a vágás minőségét. A megismételhetőség szintje statisztikai folyamatirányítási szintet ér el, lehetővé téve a gyártók számára több ezer azonos alkatrész előállítását állandó méretpontossággal. Az élek simaságának mérései folyamatosan 2 mikrométernél alacsonyabb Ra értékeket mutatnak, így sok alkalmazásnál elmarad a másodlagos felületkezelés szükségessége. A pontosság kiterjed összetett geometriákra is, például kis sugarú ívekre, éles belső sarkokra és bonyolult mintázatokra, amelyek a hagyományos vágási módszereket kihívás elé állítanák. Az automatizált mérőrendszerek valós időben ellenőrizhetik a méretpontosságot, és kiszűrik azokat az alkatrészeket, amelyek a megadott tűréshatárokon kívül esnek, mielőtt azok továbbhaladnának a következő gyártási fázisba. Ez az integrált minőségirányítási megközelítés csökkenti a hulladékot, minimalizálja az újramunkát, és biztosítja az ügyfelek elégedettségét, mivel folyamatosan olyan precíziós alkatrészeket szállít, amelyek megfelelnek, vagy akár túlszárnyalják a műszaki specifikációkat.