Ójafnlig nákvæmni og gæðiáætting
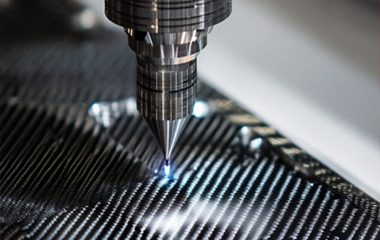
Laserbankun á kolvetni stál nær víddarnákvæmni sem setur nýjar staðla fyrir framleiðslunákvæmni, með samræmdum bilum á milli 0,05 og 0,1 millimetra í fjölbreyttum forritum. Þessi afar mikla nákvæmni stafar af getu samdráttar laserstrålsins til að búa til mjög nauðsynlega skurðbreidd, sem venjulega mælist á milli 0,1 og 0,5 millimetra, eftir grófleika efnisins og skurðstillingum. Nákvæmni stjórnunarinnar nær yfir einfalda víddarnákvæmni til að taka með stjórnun á gæðum brúnar, þar sem laserbankun á kolvetni stál býr til sléttar, lóðréttar skurðingar með lágmarks myndun drósu. Nýjulegar strålsendingarkerfi innihalda rauntíma eftirlit sem stendur yfir endurskoðun á skurðstillingum til að halda áfram með bestu gæðum í gegnum lengri framleiðsluferli. Hitaeftirvirkni svæðið sem myndast við laserbankun á kolvetni stál er afar náttúrulega mjótt, yfirleitt aðeins 0,1 til 0,2 millimetra frá skurðbrúninni, sem varðveitir grunnefnisins vélfræðigæði og metallfræðilega uppbyggingu. Þessi lágmarkshitáhrif eru mikilvæg fyrir forrit sem krefjast nákvæmra hitabeitku- eða samsveldingaraðgerða eftir skurð. Gæðastjórnunarkerfi sem eru innbyggð í nútíma laserbankunartækni fyrir kolvetni stál eftirlíta strålmátt, skurðhraða og fókusstaðsetningu áfram, með sjálfvirkri aðlögun við breytingar sem gætu haft áhrif á skurðgæði. Endurtekningarstuðullinn nær stigum raðstjórnunar, sem gerir mögulegt að framleiða þúsundir af eins hlutum með samræmdum víddarstærðum. Mælingar á brúnarsléttleika ná samræmdum Ra-gildum undir 2 mikrómetrum, sem afvirkar seinni áhreinsunaraðgerðir fyrir mörg forrit. Nákvæmniin nær til flókinnar rúmfræði, eins og nauðsynlega bogana, skarpar innri horn og flókin mynstur sem myndu krefjast átaks hjá venjulegum skurðaðferðum. Sjálfvirk mælikerfi geta staðfest víddarnákvæmni í rauntíma, með hrun á hlutum sem falla út fyrir tilgreind bil áður en þeir fara í áframhaldandi framleiðslustig. Þessi samvirkt gæðakerfi minnkar rusl, minnkar endurvinnslu og tryggir viðskiptavinna fullnægju með samræmdri afhendingu nákvæmra hluta sem uppfylla eða fara fram yfir verkfræðikröfur.