Непревазиђена прецизност и контрола квалитета
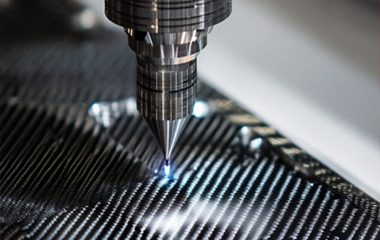
Ласерско исецање челика постиже тачност димензија која поставља нове стандарде за прецизност производње, стално обезбеђујући допустима одступања у распону од 0,05 до 0,1 милиметара у разним применама. Ова изузетна прецизност произилази из способности концентрисаног ласерског снопа да ствара изузетно уске пресеке реза, који обично имају ширину између 0,1 и 0,5 милиметара, у зависности од дебљине материјала и параметара резања. Контрола прецизности превазилази једноставну димензионалну тачност и обухвата управљање квалитетом ивица, где ласерско резање челика производи глатке, окомите резове са минималним стварањем капија. Напредни системи за доставу снопа укључују могућности мониторинга у реалном времену који непрестано подешавају параметре резања како би одржали оптималан квалитет током продужених серија производње. Зона термичког утицаја која настаје при ласерском резању челика остаје изузетно уска, обично се протеже само 0,1 до 0,2 милиметра од ивице реза, чиме се очувавају механичка својства и металиуршка структура основног материјала. Овај минимални термички утицај је од решавајућег значаја за примене које захтевају прецизну термичку обраду или заваривање након резања. Системи контроле квалитета интегрисани у модерне машине за ласерско резање челика стално прате снагу снопа, брзину резања и положај фокуса, аутоматски компензујући варијације које би могле утицати на квалитет реза. Фактор поновљивости достигао је нивое статистичке контроле процеса, омогућавајући произвођачима да производе хиљаде идентичних делова са конзистентним димензионалним карактеристикама. Мерења глаткоће ивица стално достигну вредности Ra испод 2 микрометра, чиме се елиминишу секундарне операције завршне обраде за многе примене. Прецизност се протеже и на комплексне геометрије, укључујући кривине са малим полупречником, оштре унутрашње углове и замршеним шаркама које би биле изазовне за конвенционалне методе резања. Аутоматизовани системи за мерење могу верификовати димензионалну тачност у реалном времену, одбацивајући делове који падају ван задатих толеранција пре него што напредују кроз наредне фазе производње. Овакав интегрисани приступ квалитету смањује отпад, минимизира радове на поправци и осигурава задовољство клијената конзистентном испоруком прецизних делова који испуњавају или превазилазе инжењерске спецификације.