Onovertrefde Naukeurigheid en Kwaliteitbeheer
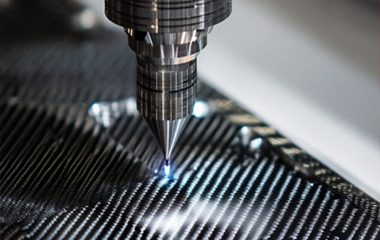
Laser sny koolstofstaal bereik dimensionele akkuraatheid wat nuwe standaarde stel vir vervaardigingspresisie, en lewer deurgaans toleransies binne 0,05 tot 0,1 millimeter oor uiteenlopende toepassings. Hierdie uitstekende presisie spruit voort uit die gekonsentreerde laserstraal se vermoë om buitengewoon smal kerfbreedtes te skep, gewoonlik tussen 0,1 en 0,5 millimeter, afhangende van materiaaldikte en snyparameters. Die presisiebeheer strek verder as eenvoudige dimensionele akkuraatheid na randkwaliteitsbestuur, waar laser sny koolstofstaal gladde, loodregte snye produseer met minimale slakvorming. Gevorderde straalafleweringstelsels sluit eintydse moniteringsvermoëns in wat snyparameters kontinu aanpas om optimale kwaliteit te handhaaf gedurende langdurige produksielope. Die hitte-betrokke sone wat tydens laser sny koolstofstaal geskep word, bly merkwaardig smal, gewoonlik slegs 0,1 tot 0,2 millimeter vanaf die snyrand, wat die basismateriaal se meganiese eienskappe en metallurgiese struktuur behou. Hierdie minimale termiese impak is noodsaaklik vir toepassings wat presiese hittebehandeling of laswerk ná snywerk vereis. Kwaliteitskontrolestelsels wat in moderne laser sny koolstofstaaltoerusting ingebou is, monitor laserdrywing, snytempo en fokusposisie deurlopend, en kompenseer outomaties vir variasies wat die snykwaliteit kan beïnvloed. Die herhaalbaarheidsfaktor bereik statistiese prosesbeheerniveaus, wat vervaardigers in staat stel om duisende identiese dele te produseer met konsekwente dimensionele kenmerke. Randgladheidsmetings behaal deurgaans Ra-waardes onder 2 mikrometer, wat sekondêre afwerkingsprosesse vir baie toepassings onnodig maak. Die presisie strek na komplekse geometrieë insluitend styf radiuskurwes, skerp binnehoeke en ingewikkelde patrone wat konvensionele snymetodes sou uitdaag. Geoutomatiseerde metingstelsels kan dimensionele akkuraatheid in eintydse verifieer, en dele wat buite gespesifiseerde toleransies val, verwerp voordat hulle na volgende vervaardigingsfases beweeg. Hierdie geïntegreerde kwaliteitsbenadering verminder afval, minimeer herbewerking en verseker kliëntetevredenheid deur konsekwente lewering van presisiekomponente wat voldoen aan of die ingenieursspesifikasies oortref.