Liên Kết Nhanh




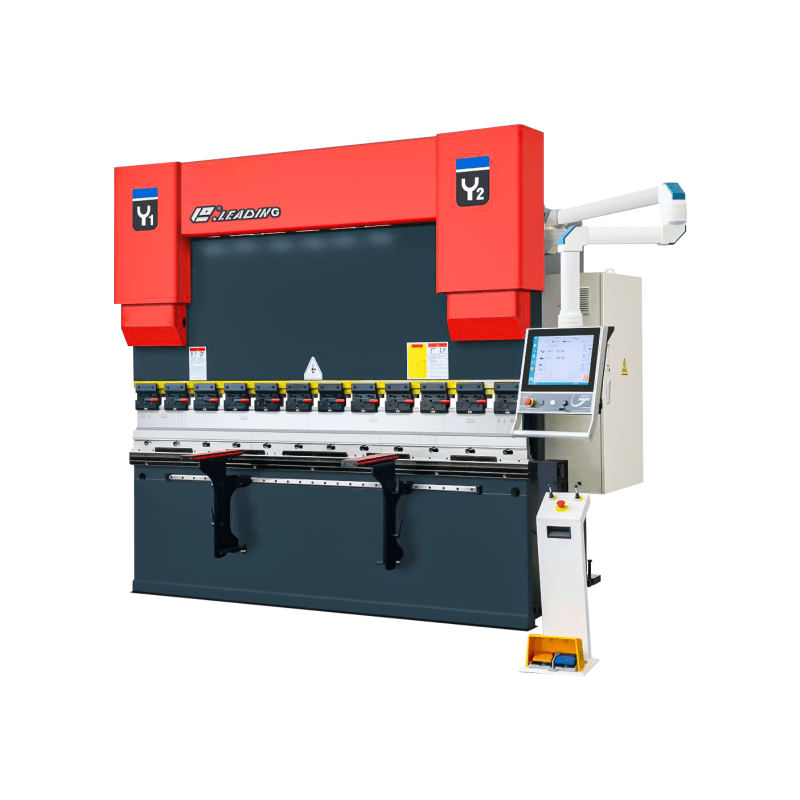

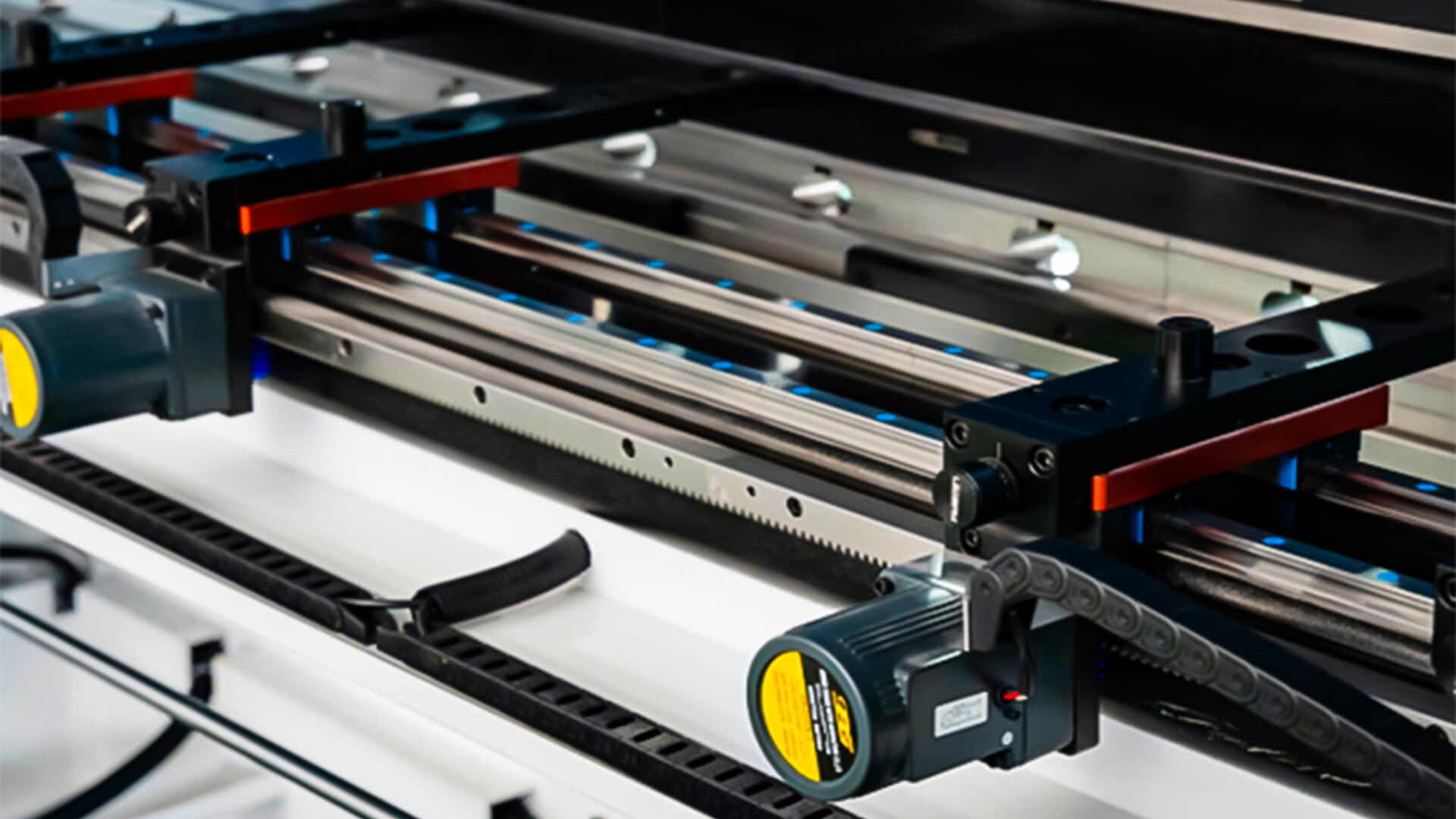
·Các xi-lanh dầu chính ở cả hai bên đã phá vỡ phương pháp điều khiển hành trình truyền thống bằng máy uốn sử dụng chặn cơ khí. Thay vào đó, chúng áp dụng phương pháp điều khiển vòng kín bao gồm van điện-thủy lực đồng bộ nhập khẩu từ Đức và thước đo quang học nhập khẩu. Độ chính xác phản hồi vị trí của thanh trượt rất cao, vận hành chính xác và ổn định, hiệu suất đồng bộ tốt, độ chính xác khi uốn và độ lặp lại vị trí của thanh trượt đều cao.
·Toàn bộ hệ thống thủy lực đều sử dụng hệ thống điều khiển tích hợp nhập khẩu từ Đức, giảm việc lắp đặt đường ống, đảm bảo sự ổn định trong hoạt động của máy công cụ, đồng thời mang lại vẻ ngoài đơn giản và đẹp mắt.

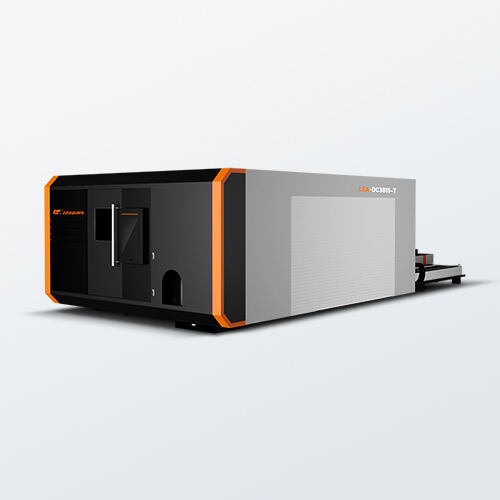
Để biết giá máy và các giải pháp sản xuất hiệu quả, vui lòng liên hệ với chúng tôi!
Yêu cầu thông tin
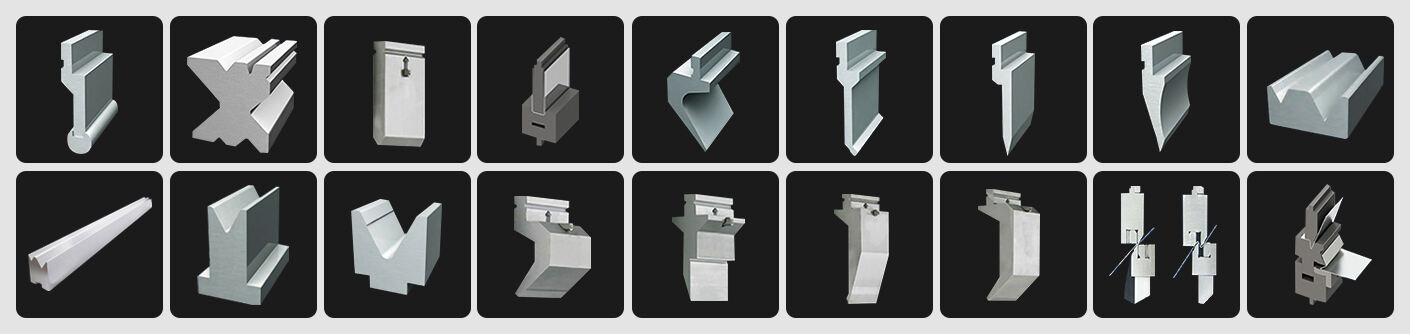
Có sẵn nhiều lựa chọn khuôn khác nhau để phù hợp với các chi tiết uốn đa dạng, đảm bảo độ chính xác cao hơn.
|
No |
Cấu hình |
Giá trị số |
đơn vị |
Ghi chú |
|
1 |
Áp suất danh nghĩa |
1350 |
KN |
|
|
2 |
Chiều rộng tấm gập được |
3200 |
mm |
|
|
3 |
Hành trình trượt |
200 |
mm |
|
|
4 |
Chiều cao mở tối đa |
420 |
mm |
|
|
5 |
Khoảng cách giữa các cột |
2700 |
mm |
|
|
6 |
độ sâu của họng |
400 |
mm |
|
|
7 |
Tốc độ hạ nhanh |
160 |
mM/S |
|
|
8 |
Tốc độ trở về |
130 |
mM/S |
|
|
9 |
Tốc độ làm việc |
10 |
mM/S |
|
|
10 |
Công suất động cơ chính |
11 |
KW |
máy gia công |
|
11 |
HỆ THỐNG CNC |
DA53T |
|
Hà Lan |
|
12 |
Hành trình trục X của cơ cấu chặn sau |
500 |
mm |