Швидкі посилання




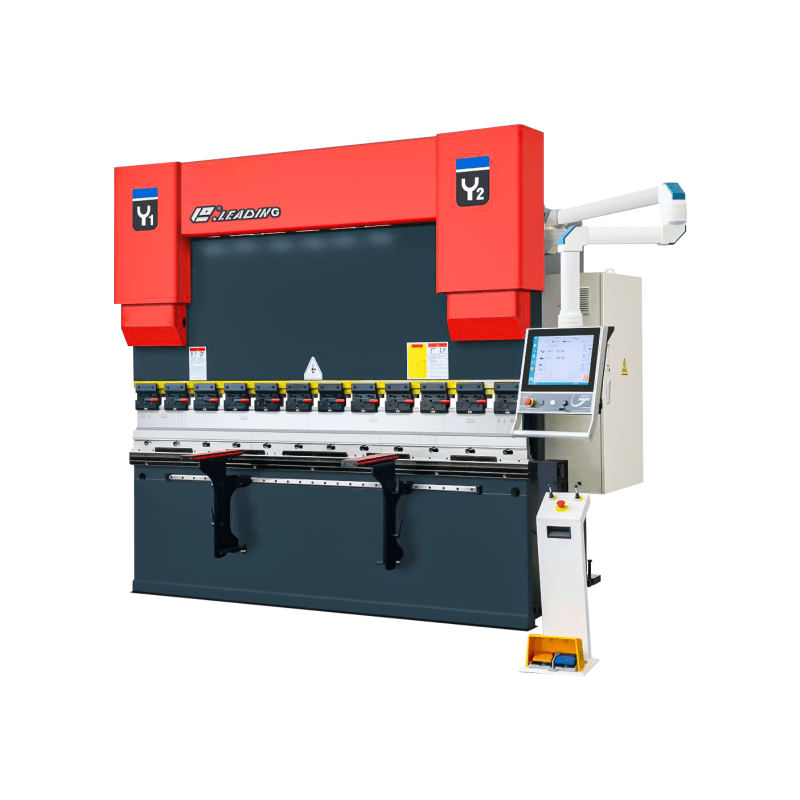

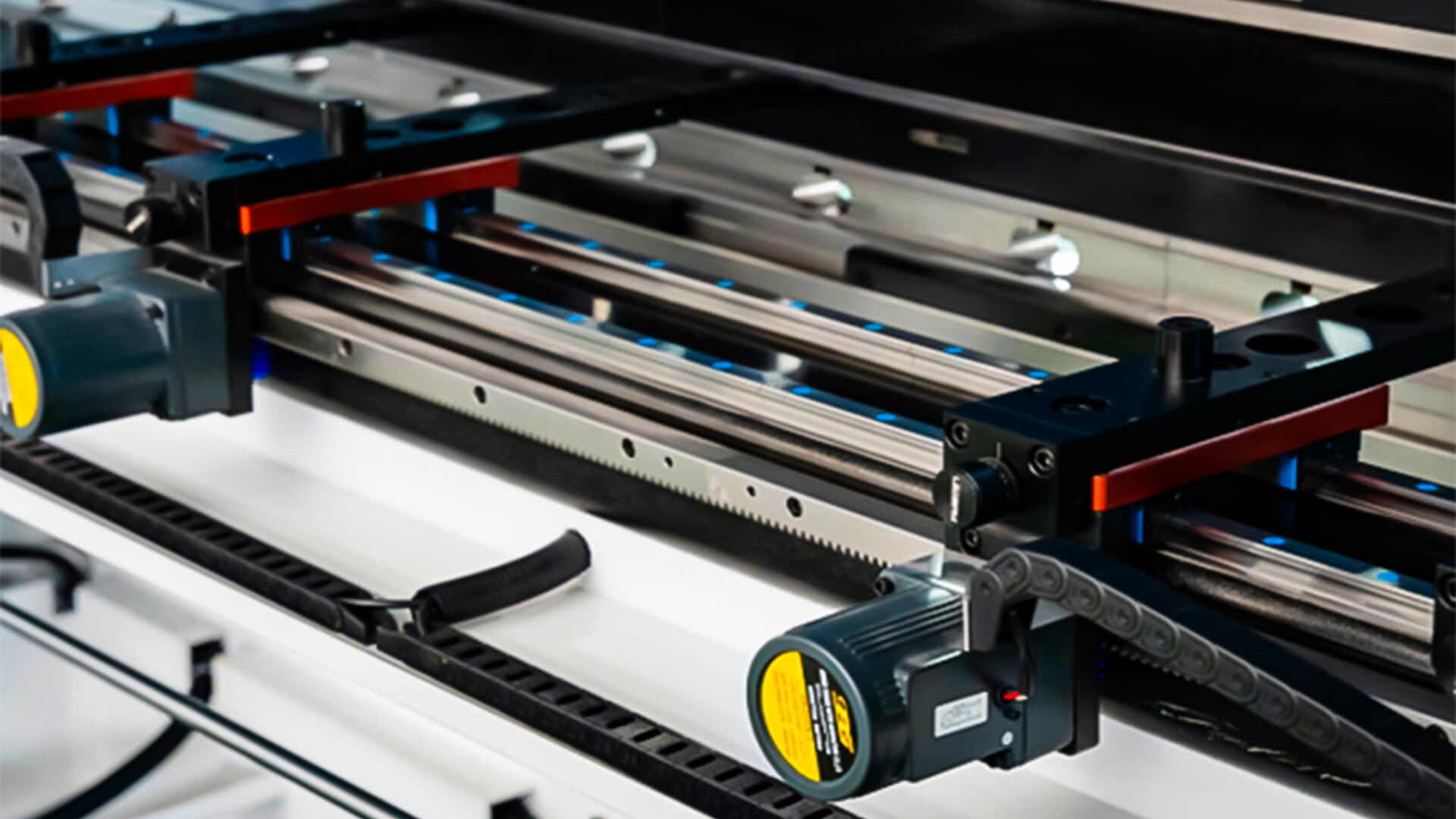
·Головні масляні циліндри з обох боків вийшли за межі традиційного методу керування ходом за допомогою механічного упору гнучильних верстатів. Натомість вони використовують замкнений метод керування, що складається з електрогідравлічних синхронізаційних клапанів німецького виробництва та імпортних шкал-лінійок. Точність зворотного зв'язку за положенням повзунка є високою, робота точна та стабільна, синхронізація дуже якісна, а також висока точність гнучення та повторна точність позиціонування повзунка.
·Гідравлічні системи повністю використовують інтегровану систему керування, імпортовану з Німеччини, що зменшує необхідність монтажу трубопроводів, забезпечує стабільність роботи верстата та має простий і естетичний зовнішній вигляд.

Для отримання цін на обладнання та ефективних рішень для виробництва, будь ласка, зв'яжіться з нами!
Запит
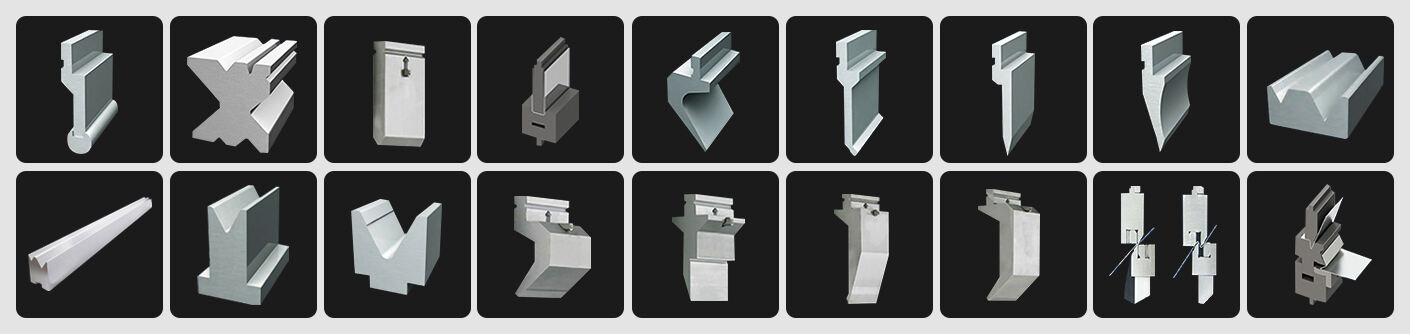
Доступна різноманітна опція інструментів для відповідності різним заготовкам при згинанні, що забезпечує вищу точність.
|
No |
Налаштування |
Числове значення |
одиниця |
Примітка |
|
1 |
Номінальний тиск |
1350 |
KN |
|
|
2 |
Ширина згинної плити |
3200 |
мм |
|
|
3 |
Хід полізи |
200 |
мм |
|
|
4 |
Максимальна висота відкриття |
420 |
мм |
|
|
5 |
Проміжок між стовпцями |
2700 |
мм |
|
|
6 |
глибина горла |
400 |
мм |
|
|
7 |
Швидке опускання |
160 |
mM/S |
|
|
8 |
Швидкість повернення |
130 |
mM/S |
|
|
9 |
Робоча швидкість |
10 |
mM/S |
|
|
10 |
Потужність головного двигуна |
11 |
КВт |
сервомотор |
|
11 |
CNC СИСТЕМА |
DA53T |
|
Нідерланди |
|
12 |
Хід осі X заднього упору |
500 |
мм |