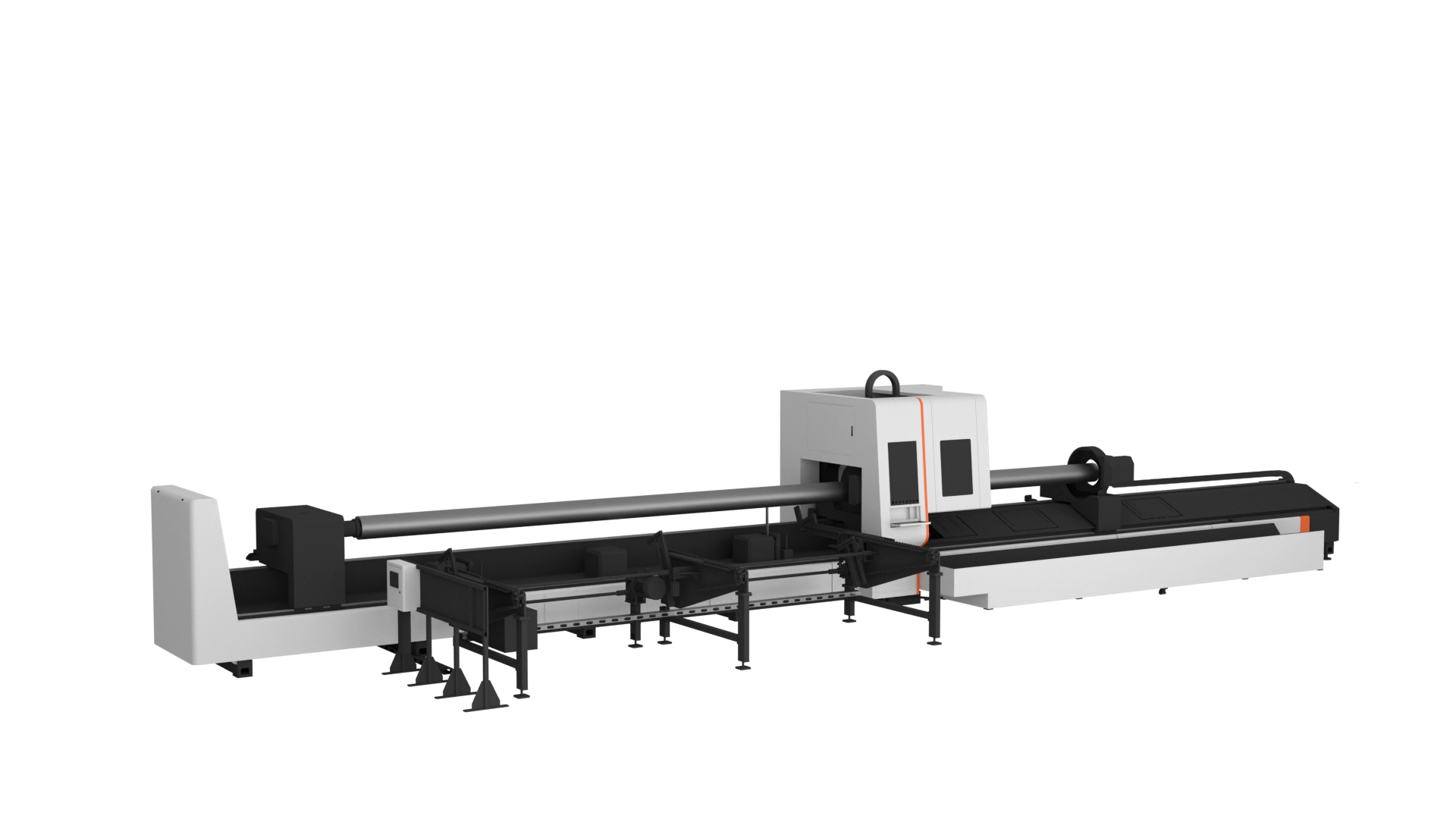
อุตสาหกรรมการผลิตในปัจจุบันพึ่งพาเทคโนโลยีการตัดขั้นสูงอย่างมาก เพื่อให้บรรลุกระบวนการผลิตที่มีความแม่นยำ ประสิทธิภาพสูง และคุ้มค่าทางต้นทุน หนึ่งในเทคโนโลยีเหล่านี้ คือ เครื่องตัดท่อ เครื่องตัดเลเซอร์ ถือเป็นโซลูชันหลักสำหรับการผลิตชิ้นส่วนที่มีลักษณะเป็นท่อในหลากหลายภาคอุตสาหกรรม เช่น ยานยนต์ อวกาศ การก่อสร้าง และพลังงาน การเข้าใจปัจจัยสำคัญที่มีอิทธิพลต่อประสิทธิภาพของระบบขั้นสูงเหล่านี้ ถือเป็นสิ่งจำเป็นอย่างยิ่งสำหรับผู้ผลิตที่ต้องการปรับปรุงประสิทธิภาพการดำเนินงานให้ดีที่สุด และเพิ่มผลตอบแทนจากการลงทุนให้สูงสุด

การปรับแต่งประสิทธิภาพในการตัดท่อด้วยเลเซอร์เกี่ยวข้องกับตัวแปรหลายประการที่เชื่อมโยงกันอย่างซับซ้อน ซึ่งส่งผลโดยตรงต่อผลผลิต คุณภาพ และประสิทธิภาพในการดำเนินงาน ตั้งแต่ข้อกำหนดด้านกำลังเลเซอร์ไปจนถึงระบบจัดการวัสดุ แต่ละองค์ประกอบมีบทบาทสำคัญต่อความสามารถโดยรวมของระบบ สถาน facility สมัยใหม่จำเป็นต้องพิจารณาปัจจัยเหล่านี้อย่างรอบด้าน เพื่อให้มั่นใจว่าเครื่องตัดท่อด้วยเลเซอร์จะสามารถให้ผลลัพธ์ที่สม่ำเสมอและรักษาข้อได้เปรียบในการแข่งขันไว้ได้ในตลาดที่มีความต้องการเพิ่มขึ้นเรื่อย ๆ
เทคโนโลยีแหล่งกำเนิดเลเซอร์และข้อกำหนดด้านกำลัง
การผสานรวมเลเซอร์ไฟเบอร์และลักษณะเฉพาะของการส่งออก
หัวใจสำคัญของเครื่องตัดท่อด้วยเลเซอร์อยู่ที่เทคโนโลยีแหล่งกำเนิดเลเซอร์ ซึ่งเป็นปัจจัยพื้นฐานที่กำหนดความสามารถในการตัดและประสิทธิภาพโดยรวมของระบบ เลเซอร์ไฟเบอร์ได้ก้าวขึ้นมาเป็นทางเลือกอันดับต้นๆ สำหรับการตัดท่อในอุตสาหกรรม เนื่องจากมีคุณภาพของลำแสงที่โดดเด่น ประสิทธิภาพการใช้พลังงานสูง และข้อได้เปรียบด้านการบำรุงรักษาเมื่อเทียบกับระบบเลเซอร์ CO2 แบบดั้งเดิม แหล่งกำเนิดเลเซอร์ขั้นสูงเหล่านี้สามารถส่งพลังงานที่โฟกัสได้อย่างแม่นยำ ด้วยความยาวคลื่นที่เหมาะสมที่สุดสำหรับการดูดซับโดยโลหะ ส่งผลให้ได้ความเร็วในการตัดที่เหนือกว่าและคุณภาพของขอบการตัดที่ยอดเยี่ยม ไม่ว่าจะเป็นท่อที่ทำจากวัสดุชนิดใดและมีความหนาของผนังเท่าใด
ข้อกำหนดด้านกำลังส่งออกมีความสัมพันธ์โดยตรงกับความสามารถในการตัดและอัตราความเร็วในการประมวลผลในการตัดท่อด้วยเลเซอร์ ระบบเลเซอร์ที่มีกำลังสูงกว่าจะสามารถตัดได้เร็วกว่า และสามารถประมวลผลวัสดุที่มีผนังหนาขึ้นได้ ในขณะที่ระบบที่มีกำลังต่ำกว่านั้นเหมาะสำหรับการใช้งานที่ต้องการความแม่นยำสูง โดยมีโซนที่ได้รับผลกระทบจากความร้อนน้อยที่สุด เครื่องตัดท่อด้วยเลเซอร์รุ่นใหม่ในปัจจุบันมักมีช่วงกำลังตั้งแต่ 1 กิโลวัตต์ ถึง 15 กิโลวัตต์ หรือสูงกว่านั้น โดยการเลือกใช้ขึ้นอยู่กับความต้องการเฉพาะของงาน คุณสมบัติของวัสดุ และเป้าหมายปริมาณการผลิต
ลักษณะคุณภาพของลำแสง ซึ่งวัดได้จากปัจจัยต่าง ๆ เช่น ผลคูณพารามิเตอร์ลำแสง (beam parameter product) และค่า M² มีอิทธิพลอย่างมากต่อความแม่นยำและประสิทธิภาพในการตัด ลำแสงที่มีคุณภาพสูงกว่าจะทำให้จุดโฟกัสแคบลง ส่งผลให้ความกว้างของรอยตัด (kerf width) แคบลงและเพิ่มความแม่นยำในการตัด ซึ่งมีความสำคัญอย่างยิ่งเป็นพิเศษเมื่อทำการแปรรูปท่อที่มีผนังบาง หรือเมื่อต้องตัดชิ้นงานที่มีรูปทรงเรขาคณิตซับซ้อน โดยต้องรักษาความคลาดเคลื่อนที่ยอมรับได้ (precision tolerances) อย่างสม่ำเสมอตลอดกระบวนการผลิต
ปัจจัยด้านความเสถียรและความสม่ำเสมอของกำลังไฟฟ้า
การรักษาเอาต์พุตกำลังเลเซอร์ให้สม่ำเสมอตลอดรอบการผลิตที่ยาวนานนั้นมีความสำคัญอย่างยิ่งต่อการบรรลุผลลัพธ์การตัดที่สม่ำเสมอในการดำเนินงานของเครื่องตัดท่อด้วยเลเซอร์ ความผันผวนของกำลังอาจส่งผลให้เกิดความแปรปรวนทั้งในด้านความเร็วในการตัด คุณภาพของขอบชิ้นงาน และความแม่นยำเชิงมิติ ซึ่งโดยรวมแล้วจะส่งผลกระทบต่อความสม่ำเสมอของชิ้นงานและประสิทธิภาพการผลิต
ระบบจัดการอุณหภูมิมีบทบาทสำคัญอย่างยิ่งต่อการรักษาเสถียรภาพและความสม่ำเสมอของประสิทธิภาพของเลเซอร์ ระบบระบายความร้อนที่เหมาะสมจะช่วยป้องกันการเคลื่อนคลาดของค่าอุณหภูมิ (thermal drift) และรับประกันประสิทธิภาพของเลเซอร์อยู่ในระดับสูงสุดตลอดวงจรการผลิต ระบบแชลเลอร์สำหรับงานอุตสาหกรรมที่มีความสามารถในการควบคุมอุณหภูมิอย่างแม่นยำจึงเป็นสิ่งจำเป็นอย่างยิ่งเพื่อรักษาลักษณะของลำแสงให้คงที่ และป้องกันไม่ให้ประสิทธิภาพลดลงระหว่างการผลิตในปริมาณสูง
ความสามารถในการเพิ่มกำลังอย่างค่อยเป็นค่อยไป (Power ramping) และฟีเจอร์การควบคุมสัญญาณแบบพัลส์ (pulse control) ช่วยให้ผู้ปฏิบัติงานสามารถปรับแต่งพารามิเตอร์การตัดให้เหมาะสมกับวัสดุเฉพาะและข้อกำหนดด้านเรขาคณิตได้อย่างแม่นยำ ฟีเจอร์การควบคุมขั้นสูงเหล่านี้ทำให้สามารถจ่ายพลังงานได้อย่างแม่นยำในระหว่างการเจาะ (piercing), การตัดมุม (corner cutting) และการประมวลผลรูปทรงซับซ้อน (complex contour processing) ส่งผลให้คุณภาพของขอบตัดดีขึ้นและลดของเสียจากวัสดุลงในแอปพลิเคชันเครื่องตัดท่อด้วยเลเซอร์
ระบบจัดการและจัดตำแหน่งวัสดุ
กลไกการโหลดและปลดโหลดอัตโนมัติ
ระบบจัดการวัสดุอย่างมีประสิทธิภาพเป็นสิ่งพื้นฐานสำคัญในการเพิ่มศักยภาพการผลิตสูงสุดในการดำเนินงานของเครื่องตัดท่อด้วยเลเซอร์ กลไกการโหลดอัตโนมัติช่วยลดความจำเป็นในการแทรกแซงด้วยมือ ขณะเดียวกันก็รับประกันว่าท่อจะถูกจัดวางตำแหน่งและทิศทางอย่างสม่ำเสมอ เพื่อให้ได้ผลลัพธ์การตัดที่ดีที่สุด ระบบเหล่านี้โดยทั่วไปประกอบด้วยส่วนประกอบที่ขับเคลื่อนด้วยไฮดรอลิกหรือเซอร์โว ซึ่งสามารถรองรับขนาดและน้ำหนักของท่อที่หลากหลาย ตั้งแต่ท่อขนาดเล็กไปจนถึงท่อโครงสร้างขนาดใหญ่ที่มีน้ำหนักหลายร้อยปอนด์
การผสานรวมระบบวัดและคัดแยกอัตโนมัติช่วยให้เกิดกระบวนการผลิตแบบต่อเนื่องโดยมีการแทรกแซงจากผู้ปฏิบัติงานน้อยที่สุด ระบบขั้นสูงสามารถระบุขนาดของท่อมาร์คเกรดวัสดุ และความต้องการในการตัดได้โดยอัตโนมัติ ตามข้อกำหนดที่ตั้งโปรแกรมไว้ล่วงหน้า หรือจากระบบการระบุรหัสบาร์โค้ด ความสามารถในการทำงานอัตโนมัตินี้ช่วยลดเวลาในการเตรียมการอย่างมาก และลดโอกาสเกิดข้อผิดพลาดจากมนุษย์ในขั้นตอนการเลือกวัสดุและการจัดวางตำแหน่ง
ระบบการถ่ายเทวัสดุออกต้องประสานงานอย่างไร้รอยต่อกับการดำเนินการตัด เพื่อรักษาการไหลของกระบวนการผลิตอย่างต่อเนื่อง ระบบสมัยใหม่ เครื่องตัดท่อด้วยเลเซอร์ มีการจัดวางโครงสร้างที่ประกอบด้วยระบบสายพานลำเลียงขั้นสูง แขนหุ่นยนต์ หรือกลไกการขับไล่วัสดุด้วยแรงลม เพื่อถ่ายเทชิ้นส่วนที่เสร็จสมบูรณ์ออกอย่างมีประสิทธิภาพ ในขณะเดียวกันก็เตรียมพร้อมสำหรับรอบการตัดถัดไป การผสานรวมนี้มีความสำคัญยิ่งต่อการบรรลุเป้าหมายการผลิตปริมาณสูงในสภาพแวดล้อมการผลิตเชิงอุตสาหกรรม
การควบคุมตำแหน่งอย่างแม่นยำและการหมุน
ระบบการจัดตำแหน่งท่อและการควบคุมการหมุนอย่างแม่นยำมีความสำคัญยิ่งต่อการบรรลุผลลัพธ์การตัดที่แม่นยำ และการรักษาความคลาดเคลื่อนเชิงมิติให้อยู่ในเกณฑ์ที่กำหนด ในการดำเนินงานของเครื่องตัดท่อด้วยเลเซอร์ มอเตอร์เซอร์โวความละเอียดสูงและชุดเกียร์ความแม่นยำสูงทำหน้าที่รับประกันการจัดตำแหน่งเชิงมุมอย่างแม่นยำสำหรับรูปแบบการตัดที่ซับซ้อนและลักษณะเรขาคณิตแบบหลายด้าน ระบบทั้งหมดนี้จำเป็นต้องรักษาความแม่นยำในการจัดตำแหน่งภายในขอบเขตความคลาดเคลื่อนที่แคบมาก โดยทั่วไปวัดเป็นหน่วย 'นาทีของส่วนโค้ง' (arc-minutes) หรือดีกว่านั้น เพื่อให้มั่นใจว่าคุณภาพของชิ้นส่วนจะสม่ำเสมอตลอดการผลิต
ระบบหัวจับ (Chuck systems) และกลไกการยึดจับต้องสามารถยึดท่อได้อย่างมั่นคง ในขณะเดียวกันก็ต้องเอื้อต่อการหมุนอย่างราบรื่นระหว่างการตัด ออกแบบหัวจับขั้นสูงโดยใช้โครงสร้างแอกหลายแบบเพื่อรองรับรูปทรงท่อที่หลากหลาย ตั้งแต่ท่อทรงกลมและท่อสี่เหลี่ยม ไปจนถึงรูปทรงโปรไฟล์ที่ซับซ้อน การกระจายแรงยึดจับอย่างเหมาะสมจะช่วยป้องกันไม่ให้ท่อเกิดการบิดเบี้ยว ขณะเดียวกันก็รับประกันว่าจะมีแรงยึดจับเพียงพอสำหรับการหมุนด้วยความเร็วสูงและการตัด
การควบคุมการเคลื่อนที่แบบซิงโครไนซ์ระหว่างแกนเชิงเส้นและแกนหมุนช่วยให้สามารถดำเนินการตัดสามมิติที่ซับซ้อนได้ในระบบเครื่องตัดท่อด้วยเลเซอร์รุ่นล่าสุด คอนโทรลเลอร์ CNC ขั้นสูงประสานการเคลื่อนที่ของหลายแกนพร้อมกัน ทำให้สามารถตัดแบบเกลียว (helical cuts) ตัดมุมประกอบ (compound angles) และสร้างเรขาคณิตของการตัดผ่านกันที่ซับซ้อนได้ ความสามารถในการประสานงานนี้มีความสำคัญยิ่งต่อการผลิตข้อต่อท่อที่ซับซ้อนและองค์ประกอบทางสถาปัตยกรรมที่จำเป็นสำหรับการใช้งานด้านการผลิตขั้นสูง
การปรับพารามิเตอร์การตัดให้เหมาะสม
การปรับเทียบความเร็วและอัตราการให้อาหาร
การปรับแต่งความเร็วในการตัดและอัตราการป้อน (feed rates) ถือเป็นการทรงตัวที่สำคัญยิ่งระหว่างประสิทธิภาพการผลิตกับคุณภาพในการดำเนินการของเครื่องตัดท่อด้วยเลเซอร์ ความเร็วในการตัดที่สูงขึ้นจะเพิ่มอัตราการผลิต แต่อาจลดคุณภาพของขอบการตัดหรือความแม่นยำด้านมิติหากเพิ่มเกินพารามิเตอร์ที่เหมาะสมสำหรับชุดวัสดุเฉพาะ ในทางกลับกัน ความเร็วในการตัดที่ระมัดระวังมากเกินไปจะรับประกันคุณภาพที่เหนือกว่า แต่อาจส่งผลให้ประสิทธิภาพการผลิตลดลงและต้นทุนการประมวลผลต่อชิ้นงานเพิ่มขึ้นในสภาพแวดล้อมการผลิตปริมาณสูง
ฐานข้อมูลพารามิเตอร์เฉพาะวัสดุช่วยให้ผู้ปฏิบัติงานสามารถกำหนดเงื่อนไขการตัดที่เหมาะสมที่สุดสำหรับวัสดุท่อต่างๆ ความหนาของผนังท่อ และข้อกำหนดด้านเรขาคณิตได้อย่างรวดเร็ว ฐานข้อมูลเหล่านี้มักประกอบด้วยพารามิเตอร์ที่ได้รับการพิสูจน์แล้วสำหรับวัสดุทั่วไป เช่น เหล็กกล้าคาร์บอน เหล็กกล้าไร้สนิม อลูมิเนียม และโลหะผสมพิเศษ ระบบเครื่องตัดท่อด้วยเลเซอร์ขั้นสูงมีฟังก์ชันการเลือกพารามิเตอร์โดยอัตโนมัติ ซึ่งอาศัยการระบุชนิดของวัสดุและการวิเคราะห์รูปทรงชิ้นงาน เพื่อลดระยะเวลาในการตั้งค่าเครื่องและเพิ่มความสม่ำเสมอในการผลิตแต่ละรอบ
ระบบควบคุมการตัดแบบปรับตัวจะตรวจสอบเงื่อนไขการตัดแบบเรียลไทม์ และปรับพารามิเตอร์โดยอัตโนมัติเพื่อรักษาประสิทธิภาพสูงสุดตลอดกระบวนการตัด ระบบนี้สามารถตรวจจับความแปรผันของคุณสมบัติวัสดุ ความแปรผันของความหนา หรือเงื่อนไขการตัด และทำการปรับแต่งทันทีเพื่อรักษาคุณภาพอย่างสม่ำเสมอ ความสามารถนี้มีคุณค่าเป็นพิเศษเมื่อประมวลผลวัสดุที่มีคุณสมบัติแตกต่างกัน หรือเมื่อตัดชิ้นงานที่มีรูปทรงซับซ้อนซึ่งต้องใช้ชุดพารามิเตอร์ที่ต่างกันภายในชิ้นส่วนเดียวกัน
การเลือกก๊าซและการจัดการแรงดัน
การเลือกแก๊สช่วยและควบคุมความดันมีผลกระทบอย่างมากต่อคุณภาพการตัด ความเร็วในการตัด และประสิทธิภาพโดยรวมของการใช้งานเครื่องตัดท่อด้วยเลเซอร์ วัสดุที่ต่างกันและความต้องการการตัดที่แตกต่างกันจำเป็นต้องใช้ส่วนผสมของแก๊สเฉพาะเพื่อให้ได้ผลลัพธ์ที่ดีที่สุด การตัดด้วยความช่วยเหลือของออกซิเจนให้ความเร็วในการตัดสูงสำหรับการใช้งานกับเหล็กกล้าคาร์บอน ขณะที่การตัดด้วยไนโตรเจนให้คุณภาพขอบการตัดที่เหนือกว่าสำหรับวัสดุเหล็กกล้าไร้สนิมและอลูมิเนียม โดยไม่มีปัญหาการเกิดออกซิเดชัน
การปรับแต่งความดันให้เหมาะสมจะเปลี่ยนแปลงไปตลอดกระบวนการตัด โดยทั่วไปแล้วจะต้องใช้ความดันสูงขึ้นในขั้นตอนการเจาะ (piercing) และใช้ความดันต่ำลงในขั้นตอนการตัดแบบละเอียด (finish cutting) ระบบควบคุมแก๊สขั้นสูงสามารถปรับระดับความดันโดยอัตโนมัติตามพารามิเตอร์การตัดและข้อกำหนดของวัสดุ เพื่อให้มั่นใจว่าจะมีการจ่ายแก๊สช่วยอย่างสม่ำเสมอตลอดรอบการตัดที่ซับซ้อน นอกจากนี้ การจัดการความดันอย่างเหมาะสมยังช่วยลดของเสียจากวัสดุ และลดการเกิดเศษโลหะ (burr) หรือตะกรัน (dross) ที่ขอบการตัด
ความสามารถในการใช้ก๊าซหลายชนิดในระบบเครื่องตัดท่อด้วยเลเซอร์รุ่นใหม่ ช่วยให้ผู้ปฏิบัติงานสามารถสลับระหว่างก๊าซช่วยตัดที่แตกต่างกันได้ภายในหนึ่งรอบโปรแกรมเดียว ความยืดหยุ่นนี้ทำให้สามารถปรับแต่งกระบวนการตัดให้เหมาะสมกับแต่ละระยะของการตัดหรือแต่ละส่วนของวัสดุ ซึ่งจะเพิ่มประสิทธิภาพทั้งในด้านความเร็วในการตัดและคุณภาพของขอบตัด ระบบการสลับก๊าซโดยอัตโนมัติช่วยลดความจำเป็นในการเข้าไปจัดการด้วยตนเองของผู้ปฏิบัติงาน ขณะเดียวกันก็รับประกันว่าจะเลือกก๊าซที่เหมาะสมสำหรับแต่ละการดำเนินการตัด
ปัจจัยด้านสิ่งแวดล้อมและการดำเนินงาน
การควบคุมอุณหภูมิและความชื้น
สภาวะแวดล้อมมีผลกระทบอย่างมากต่อประสิทธิภาพของเครื่องตัดท่อด้วยเลเซอร์ โดยเฉพาะในงานที่ต้องการความแม่นยำสูงซึ่งมีข้อกำหนดด้านขนาดที่เข้มงวด การเปลี่ยนแปลงของอุณหภูมิส่งผลต่อพฤติกรรมการขยายตัวของวัสดุ ความเสถียรของลำแสงเลเซอร์ และความแม่นยำของระบบเชิงกล สภาพแวดล้อมในการผลิตที่ควบคุมได้และมีช่วงอุณหภูมิคงที่ จะช่วยให้มิติของชิ้นงานมีความสม่ำเสมอ และลดผลกระทบที่เกิดจากการบิดงอจากความร้อนระหว่างการตัด
การควบคุมความชื้นช่วยป้องกันการเกิดหยดน้ำควบแน่นบนชิ้นส่วนออปติก และลดความเสี่ยงของการกัดกร่อนต่อระบบที่มีความแม่นยำสูง ความชื้นที่มากเกินไปอาจทำให้ประสิทธิภาพการส่งผ่านลำแสงเลเซอร์ลดลง และทำให้พื้นผิวออปติกสกปรก ส่งผลให้ประสิทธิภาพการตัดลดลง และเพิ่มความต้องการในการบำรุงรักษา ระบบกำจัดความชื้นสำหรับอุตสาหกรรมช่วยรักษาค่าความชื้นในระดับที่เหมาะสม พร้อมทั้งปกป้องชิ้นส่วนที่บอบบางของเครื่องตัดท่อด้วยเลเซอร์จากความชื้นในสภาพแวดล้อม
การจัดการคุณภาพอากาศผ่านระบบกรองและระบบระบายอากาศที่เหมาะสม ช่วยปกป้องทั้งอุปกรณ์และผู้ปฏิบัติงานจากไอและฝุ่นละอองที่เกิดขึ้นระหว่างการตัด ระบบกรองประสิทธิภาพสูงสามารถจับอนุภาคขนาดจิ๋วที่เกิดขึ้นระหว่างการดำเนินการตัดได้ ซึ่งช่วยป้องกันไม่ให้พื้นผิวออปติกสกปรก และรักษาคุณภาพของลำแสงให้อยู่ในระดับที่เหมาะสม ระบบระบายอากาศที่เหมาะสมยังช่วยให้สภาพแวดล้อมในการทำงานปลอดภัย และสอดคล้องตามมาตรฐานคุณภาพอากาศในอุตสาหกรรม
ข้อกำหนดในการบำรุงรักษาและการปรับเทียบ
ตารางการบำรุงรักษาเชิงป้องกันมีความสำคัญอย่างยิ่งต่อการรักษาประสิทธิภาพสูงสุดของเครื่องตัดท่อด้วยเลเซอร์ในช่วงเวลาการใช้งานที่ยาวนาน การบำรุงรักษาเป็นระยะอย่างสม่ำเสมอควรครอบคลุมการทำความสะอาดระบบออปติก การหล่อลื่นระบบกลไก การตรวจสอบความถูกต้องของการปรับค่า (Calibration) และการประเมินสภาพการสึกหรอของชิ้นส่วน ขั้นตอนการบำรุงรักษาอย่างเป็นระบบช่วยป้องกันการหยุดทำงานโดยไม่คาดคิด ขณะเดียวกันก็รับประกันคุณภาพการตัดที่สม่ำเสมอและความน่าเชื่อถือของระบบตลอดอายุการใช้งานของอุปกรณ์
ขั้นตอนการปรับค่า (Calibration) ต้องครอบคลุมทั้งความแม่นยำของระบบกลไกและระบบออปติก เพื่อรักษาความแม่นยำในการตัดและความสอดคล้องกันของมิติ การตรวจสอบความแม่นยำของการระบุตำแหน่ง ความกลมรอบของการหมุน และการจัดแนวลำแสงเลเซอร์อย่างสม่ำเสมอ จะช่วยให้มั่นใจว่าระบบยังคงสอดคล้องตามข้อกำหนดด้านคุณภาพอย่างต่อเนื่อง ระบบเครื่องตัดท่อด้วยเลเซอร์ขั้นสูงมีฟังก์ชันการปรับค่าอัตโนมัติที่สามารถดำเนินการได้ระหว่างช่วงเวลาการบำรุงรักษาตามกำหนด โดยไม่จำเป็นต้องอาศัยความเชี่ยวชาญเฉพาะทางจากผู้เชี่ยวชาญด้านเทคนิค
การจัดตารางการเปลี่ยนชิ้นส่วนตามรูปแบบการใช้งานและลักษณะการสึกหรอช่วยรักษาประสิทธิภาพของระบบให้อยู่ในระดับสูงสุด ขณะเดียวกันก็ลดโอกาสเกิดความล้มเหลวที่ไม่คาดคิดให้น้อยที่สุด ชิ้นส่วนสำคัญ เช่น องค์ประกอบทางแสง มอเตอร์เซอร์โว และตลับลูกปืนความแม่นยำ จำเป็นต้องมีการตรวจสอบและเปลี่ยนตามข้อกำหนดของผู้ผลิตและเงื่อนไขการปฏิบัติงานจริง กลยุทธ์การเปลี่ยนชิ้นส่วนอย่างรุกหน้าจะช่วยป้องกันไม่ให้ประสิทธิภาพลดลง และรับประกันความสามารถในการผลิตอย่างสม่ำเสมอ
ข้อพิจารณาด้านซอฟต์แวร์และการเขียนโปรแกรม
การผสานรวมกับ CAD และการเพิ่มประสิทธิภาพการจัดวางชิ้นงาน (Nesting)
ความสามารถในการผสานรวมซอฟต์แวร์ขั้นสูงมีผลกระทบโดยตรงต่อประสิทธิภาพการทำงานและประสิทธิภาพการใช้วัสดุในการดำเนินงานของเครื่องตัดท่อด้วยเลเซอร์ ความเข้ากันได้กับซอฟต์แวร์ CAD ช่วยให้สามารถนำเข้ารูปทรงชิ้นส่วนได้อย่างไร้รอยต่อ และสร้างโปรแกรมการตัดโดยอัตโนมัติพร้อมเส้นทางเครื่องมือที่ถูกปรับแต่งให้เหมาะสม ระบบสมัยใหม่รองรับรูปแบบไฟล์มาตรฐานของอุตสาหกรรม และให้การแสดงผลแบบเรียลไทม์ของลำดับการตัด ซึ่งช่วยให้ผู้ปฏิบัติงานตรวจสอบโปรแกรมก่อนเริ่มการตัดจริง และระบุข้อบกพร่องที่อาจเกิดขึ้นหรือโอกาสในการปรับปรุงประสิทธิภาพ
อัลกอริธึมการจัดวางชิ้นส่วน (Nesting) ช่วยเพิ่มประสิทธิภาพการใช้วัสดุสูงสุด โดยการปรับแต่งตำแหน่งการวางชิ้นส่วนและการจัดลำดับการตัด เพื่อลดเศษวัสดุที่เหลือทิ้งและลดระยะเวลาการผลิต ซอฟต์แวร์การจัดวางชิ้นส่วนขั้นสูงพิจารณาข้อจำกัดของความยาวท่อ การปรับแต่งทิศทางการตัด และการบริหารจัดการเศษวัสดุที่เหลือจากการตัด เพื่อให้บรรลุประสิทธิภาพสูงสุด อัลกอริธึมเหล่านี้สามารถสร้างลำดับการตัดโดยอัตโนมัติ ซึ่งช่วยลดจำนวนการเคลื่อนที่อย่างรวดเร็วของหัวตัด และปรับแต่งการใช้ก๊าซให้มีประสิทธิภาพตลอดวงจรการผลิต
ความสามารถในการจำลองช่วยให้ผู้ปฏิบัติงานสามารถตรวจสอบโปรแกรมการตัดและระบุการชนกันที่อาจเกิดขึ้นหรือข้อผิดพลาดในการเขียนโปรแกรมก่อนเริ่มการผลิตจริง โดยสภาพแวดล้อมการจำลองขั้นสูงให้ภาพจำลองที่สมจริงของการดำเนินการตัด รวมถึงการกำจัดวัสดุ การตรวจสอบเส้นทางการเคลื่อนที่ของเครื่องมือ และการประมาณเวลาไซเคิล ความสามารถนี้ช่วยลดระยะเวลาการตั้งค่าเครื่องและป้องกันข้อผิดพลาดในการเขียนโปรแกรมที่อาจส่งผลให้เกิดความเสียหายต่ออุปกรณ์หรือสูญเสียวัสดุในการดำเนินการของเครื่องตัดท่อด้วยเลเซอร์
การตรวจสอบแบบเรียลไทม์และการควบคุมคุณภาพ
ระบบการตรวจสอบแบบบูรณาการให้ข้อมูลย้อนกลับแบบเรียลไทม์เกี่ยวกับประสิทธิภาพและพารามิเตอร์คุณภาพของการตัดตลอดวงจรการผลิต ซึ่งโดยทั่วไปแล้ว ระบบเหล่านี้จะตรวจสอบค่าเอาต์พุตของพลังงานเลเซอร์ ความเร็วในการตัด ความดันของก๊าซช่วย และสภาวะอุณหภูมิ เพื่อให้มั่นใจว่าสภาวะการปฏิบัติงานอยู่ในระดับที่เหมาะสมที่สุด ความสามารถในการตรวจสอบขั้นสูงสามารถตรวจจับความแปรผันของกระบวนการและแจ้งเตือนผู้ปฏิบัติงานเกี่ยวกับปัญหาคุณภาพที่อาจเกิดขึ้นก่อนที่จะนำไปสู่ชิ้นส่วนที่ถูกปฏิเสธหรือความเสียหายต่ออุปกรณ์
การผสานระบบควบคุมคุณภาพช่วยให้สามารถวัดและตรวจสอบมิติที่สำคัญโดยอัตโนมัติระหว่างหรือทันทีหลังจากกระบวนการตัดเสร็จสิ้น ระบบตรวจจับด้วยภาพ (Vision systems) และอุปกรณ์วัดด้วยเลเซอร์สามารถตรวจสอบเส้นผ่านศูนย์กลางของรู คุณภาพของขอบ และความแม่นยำของมิติ โดยไม่จำเป็นต้องใช้การตรวจสอบด้วยมือ ความสามารถนี้ช่วยให้สามารถให้ข้อเสนอแนะแบบทันทีเพื่อปรับแต่งกระบวนการ และรับประกันคุณภาพของชิ้นส่วนที่สม่ำเสมอตลอดการผลิตในแอปพลิเคชันเครื่องตัดท่อด้วยเลเซอร์
ความสามารถในการบันทึกข้อมูลและการวิเคราะห์ข้อมูลให้ข้อมูลเชิงลึกที่มีค่าสำหรับการปรับปรุงกระบวนการอย่างต่อเนื่องและการดำเนินการเพื่อพัฒนาอย่างต่อเนื่อง การเก็บรวบรวมข้อมูลย้อนหลังช่วยให้สามารถวิเคราะห์แนวโน้ม เปรียบเทียบประสิทธิภาพกับเกณฑ์มาตรฐาน และจัดตารางการบำรุงรักษาเชิงพยากรณ์ได้ แพลตฟอร์มการวิเคราะห์ขั้นสูงสามารถระบุรูปแบบของประสิทธิภาพการตัด และแนะนำกลยุทธ์การปรับปรุงเพื่อเพิ่มประสิทธิภาพและลดต้นทุนการดำเนินงานลงในระยะยาว
คำถามที่พบบ่อย
กำลังเลเซอร์มีผลต่อความเร็วและคุณภาพของการตัดในเครื่องตัดท่อด้วยเลเซอร์อย่างไร
กำลังเลเซอร์มีความสัมพันธ์โดยตรงกับความสามารถในการตัดด้วยความเร็ว โดยระบบที่มีกำลังสูงกว่าจะสามารถประมวลผลวัสดุที่หนากว่าได้เร็วกว่า อย่างไรก็ตาม กำลังที่มากเกินไปอาจส่งผลเสียต่อคุณภาพขอบการตัด เนื่องจากความร้อนที่ป้อนเข้าไปเพิ่มขึ้น และเขตที่ได้รับผลกระทบจากความร้อน (Heat-Affected Zone) มีขนาดใหญ่ขึ้น การเลือกกำลังที่เหมาะสมจึงต้องคำนึงถึงสมดุลระหว่างความต้องการความเร็วในการตัดกับข้อกำหนดด้านคุณภาพ สำหรับวัสดุแต่ละประเภทและแต่ละความหนา ระบบเครื่องตัดท่อด้วยเลเซอร์รุ่นใหม่ๆ มีระบบควบคุมกำลังแบบปรับเปลี่ยนได้ เพื่อเพิ่มประสิทธิภาพในการทำงานให้เหมาะสมกับแต่ละขั้นตอนของการตัดภายในกระบวนการเดียว
ขั้นตอนการบำรุงรักษาใดบ้างที่สำคัญที่สุดต่อการรักษาประสิทธิภาพของเครื่องตัดท่อด้วยเลเซอร์
การบำรุงรักษาตามปกติ ได้แก่ การทำความสะอาดชิ้นส่วนออปติกอย่างสม่ำเสมอ การหล่อลื่นระบบกลไก และการตรวจสอบการสอบเทียบ ซึ่งถือเป็นขั้นตอนการบำรุงรักษาที่สำคัญที่สุดเพื่อให้ระบบทำงานได้อย่างมีประสิทธิภาพสูงสุด ชิ้นส่วนออปติกจำเป็นต้องทำความสะอาดบ่อยครั้งเพื่อรักษาคุณภาพของลำแสงและประสิทธิภาพในการส่งผ่าน ในขณะที่ระบบกลไกต้องได้รับการหล่อลื่นอย่างเหมาะสมเพื่อให้การทำงานราบรื่นและป้องกันการสึกหรออย่างเร็วเกินควร การตรวจสอบการสอบเทียบมีจุดประสงค์เพื่อให้มั่นใจว่าผลลัพธ์ยังคงมีความแม่นยำอย่างต่อเนื่อง ซึ่งควรดำเนินการตามคำแนะนำของผู้ผลิต หรือเมื่อตรวจพบปัญหาด้านมิติระหว่างการผลิต
คุณสมบัติของวัสดุมีอิทธิพลต่อการเลือกพารามิเตอร์การตัดในงานตัดท่อด้วยเลเซอร์อย่างไร
คุณสมบัติของวัสดุ รวมถึงการนำความร้อน จุดหลอมเหลว และองค์ประกอบทางเคมี มีอิทธิพลอย่างมากต่อพารามิเตอร์การตัดที่เหมาะสม วัสดุที่มีความสามารถในการนำความร้อนสูง เช่น อลูมิเนียม ต้องใช้ชุดพารามิเตอร์ที่แตกต่างจากวัสดุที่มีความสามารถในการนำความร้อนต่ำกว่า เช่น เหล็กกล้าไร้สนิม ความหนาของผนัง เกรดวัสดุ และสภาพพื้นผิวของวัสดุก็ส่งผลต่อการเลือกพารามิเตอร์เช่นกัน ระบบเครื่องตัดท่อด้วยเลเซอร์ขั้นสูงมีฐานข้อมูลวัสดุที่บรรจุพารามิเตอร์ที่ผ่านการพิสูจน์แล้วสำหรับวัสดุทั่วไป รวมทั้งมีความสามารถในการปรับพารามิเตอร์โดยอัตโนมัติตามระบบระบุชนิดวัสดุ
ปัจจัยใดบ้างที่กำหนดความสามารถสูงสุดของระบบตัดด้วยเลเซอร์ในด้านเส้นผ่านศูนย์กลางท่อและระยะความหนาของผนัง
ขีดความสามารถในการประมวลผลสูงสุดขึ้นอยู่กับกำลังเอาต์พุตของเลเซอร์ ความจุของระบบชัก (chuck system) และโครงสร้างกรอบเครื่องจักร แหล่งกำเนิดเลเซอร์ที่มีกำลังสูงกว่าจะสามารถตัดวัสดุที่มีผนังหนาได้มากขึ้น ในขณะที่การออกแบบระบบชักกำหนดความสามารถสูงสุดในการรองรับเส้นผ่านศูนย์กลางท่อ ความแข็งแกร่งของกรอบเครื่องจักรมีผลต่อความแม่นยำในการประมวลผลท่อที่มีเส้นผ่านศูนย์กลางใหญ่ และระบบจ่ายก๊าซช่วย (assist gas delivery systems) จะต้องสามารถจัดหาแรงดันและอัตราการไหลที่เพียงพอสำหรับการตัดวัสดุที่มีความหนา ระบบเครื่องตัดท่อด้วยเลเซอร์รุ่นใหม่ๆ มีหลายรูปแบบที่ถูกออกแบบให้เหมาะสมกับช่วงขนาดต่างๆ และความต้องการใช้งานเฉพาะด้าน
สารบัญ
- เทคโนโลยีแหล่งกำเนิดเลเซอร์และข้อกำหนดด้านกำลัง
- ระบบจัดการและจัดตำแหน่งวัสดุ
- การปรับพารามิเตอร์การตัดให้เหมาะสม
- ปัจจัยด้านสิ่งแวดล้อมและการดำเนินงาน
- ข้อพิจารณาด้านซอฟต์แวร์และการเขียนโปรแกรม
-
คำถามที่พบบ่อย
- กำลังเลเซอร์มีผลต่อความเร็วและคุณภาพของการตัดในเครื่องตัดท่อด้วยเลเซอร์อย่างไร
- ขั้นตอนการบำรุงรักษาใดบ้างที่สำคัญที่สุดต่อการรักษาประสิทธิภาพของเครื่องตัดท่อด้วยเลเซอร์
- คุณสมบัติของวัสดุมีอิทธิพลต่อการเลือกพารามิเตอร์การตัดในงานตัดท่อด้วยเลเซอร์อย่างไร
- ปัจจัยใดบ้างที่กำหนดความสามารถสูงสุดของระบบตัดด้วยเลเซอร์ในด้านเส้นผ่านศูนย์กลางท่อและระยะความหนาของผนัง