Í dag eru framleiðslufyrirtæki mjög háð útbúinni skurðtækni til að ná nákvæmum, árangursríkum og kostnaðarauknum framleiðsluferlum. Á milli þessa tækna er rör lásarfræsluríkja er lykillausn fyrir framleiðslu róra í bifreiða-, loftfimi-, bygginga- og orkugreinunum. Að skilja lykilþáttana sem áhrifast afkösta þessara flóknu kerfa er nauðsynlegt fyrir framleiðendur sem leita að að hámarka árangur sinn og auka ávöxtun á fjármunum.

Aðgerðagæðaútgilding við rörskerðingu með ljásvarpi felur í sér margar tengdar breytur sem hafa beinan áhrif á framleiðslugetu, gæði og rekstursárangur. Frá tilgreiningum á ljásvarpsvöldu til kerfa til að vinna með efni spilar hver hlutur mikilvægan hlutverk í því að ákvarða almennt getu kerfisins. Nútímaskrár verða að skoða þessa þætti á allsherjar hátt til að tryggja að rörskerðunarvélin með ljásvarpi veiti samfelld niðurstöður og viðhalda keppnishæfni í markaði sem verður á hverjum degi kröfufuldri.
Tækni ljásvarpsheimildar og völduspecifikationar
Samsetning ljásvarps af glóðugum vefi og úttakseinkenni
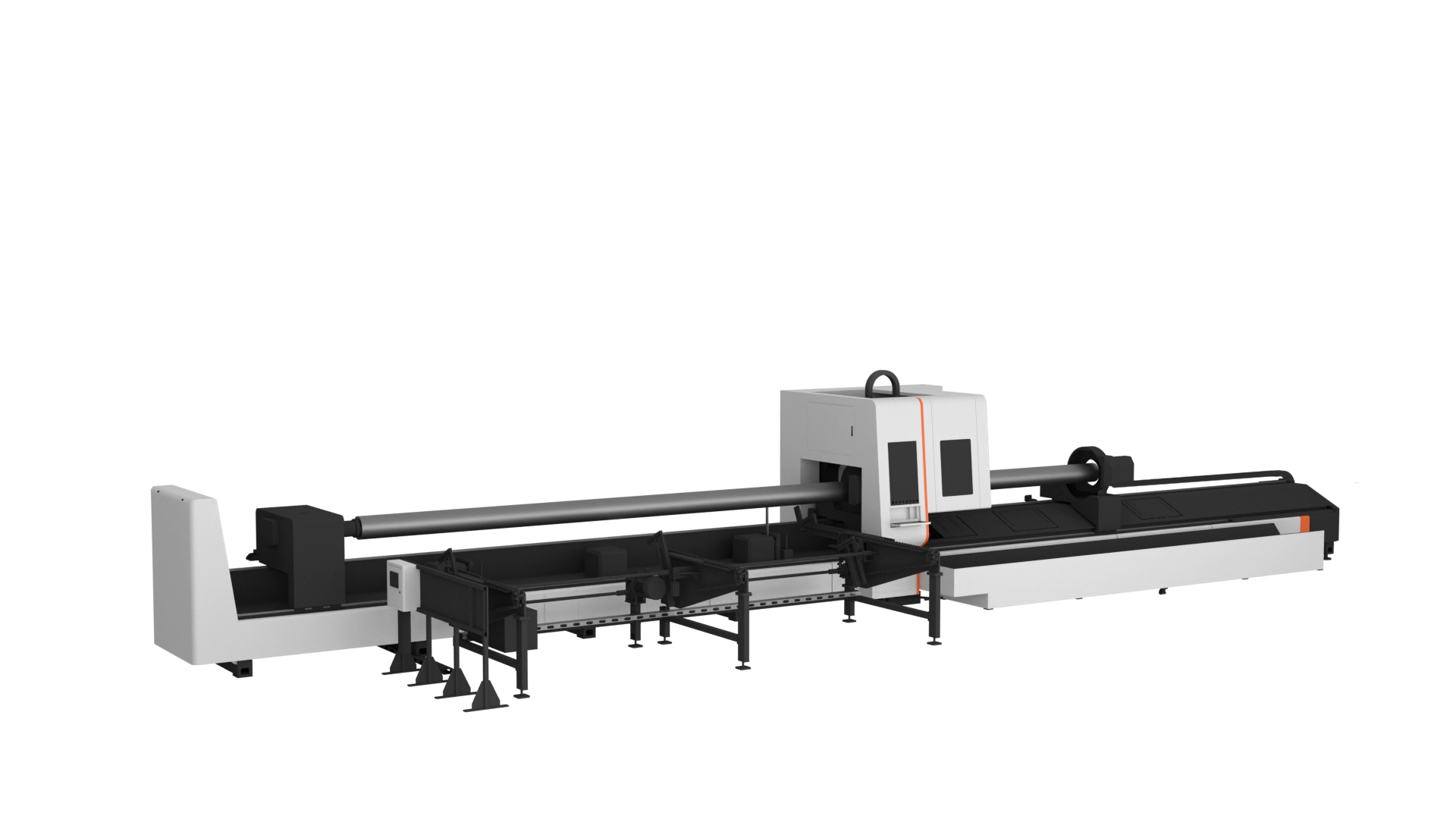
Hjartað í hverri rörskerumálsvél liggur í tækni ljósgeislanarinnar, sem ákvarðar grunnlegga skerufærni og heildarstöðu kerfisins. Vélar með fiber-ljósgeisla hafa orðið vinsælusta valið fyrir iðnaðarleg skerun á rörum vegna framúrskarandi geislastuðuls, orkueffektívs og viðhaldsfyrirvirðis þeirra fram yfir hefðbundin CO2-ljósgeisla kerfi. Þessi háþróaða ljósgeislauppruni veita samleitna orku með bylgjulengdum sem eru að mestu leyti viðeigandi fyrir metallaupptöku, sem leidir til betri skeruhraða og brúnarkvalítetar á ýmsum rörmatériálum og veggþykktum.
Virkjunargögn tengjast beint skurðgetu og vinnuhraða við rörskurð með ljásvarp. Hærra virkjunargögn leyfa hraðara skurðhraða og getu til að vinna þykkari veggjað efni, en kerfi með lægri virkjun eru árangursrík í nákvæmum forritum sem krefjast lágmarks hitasviðs. Nútíma kerfi fyrir rörskurð með ljásvarp bjóða venjulega upp á virkjunarsvið frá 1 kW til 15 kW eða hærra, og valið er byggt á tilteknum forritskröfum, efnisgreinum og framleiðslumarkmiðum.
Eiginleikar ljósstraumsins, mældir með þáttum eins og vörpunarljósstraumsþátturinn og M-ferningur-gildi, ákvarða markvörðugt skurðnákvæmni og árangur. Þægilegri ljósstraumseiginleikar leyfa að fókusera strálinn í minni svæði, sem leidir til smalara skurðbreiddar og betri skurðnákvæmnis. Þetta er sérstaklega mikilvægt við vinnslu þunna rörsveggja eða við framkvæmd flókinnar rúmmyndunar þar sem nákvæmniarkröfur verða að vera varðveittar samfellt í framleiðsluferlum.
Stöðugleiki og jafnheitni afls
Að halda áfram jafnri úttakstöku á lasernum í lengri framleiðsluferla er mikilvægt til að ná jafnformu niðurstöðum við skurð á rörum með laserskurðvéli. Afbrigði í töku geta leitt til breytinga á skurðhraða, brúnarkvaliteti og mælingum á víddum, sem hefur á endanum áhrif á samræmi hlutanna og framleiðslueffektíkuna. Í þróuðum stjórnkerfum fyrir lásara eru innbyggð kerfi til rauntímaeiningar og ábendingar til að tryggja staðbundna töku óháð umhverfisþáttum eða notkunartíma kerfisins.
Kerfi til stjórnunar hitastigs spila lykilhlutverk í að halda áfram stöðugleika og afkvæmni laserns. Viðeigandi kæliskerfi koma í veg fyrir hitadreifingu og tryggja bestu lasereffekt í gegnum allan framleiðsluferilinn. Kælivélakerfi fyrir iðnaðarskyni með nákvæmum möguleikum til stjórnunar hitastigs eru nauðsynleg til að halda áfram jafnformu geislastigi og koma í veg fyrir minnkun á afkvæmni í framleiðsluferlum með háum magni.
Möguleikar á aflstígum og pulskontrollvörpun gerðu notendum kleift að stilla skurðstillingar fyrir tiltekna efni og rúmfræðilegar kröfur. Þessar háþróaðu stjórnunarfunktionir leyfa nákvæma afhendingu á orku við gataskurð, skurð í horni og flókna ummálsvinnslu, sem leidir til betri brúnarkvalítetar og minnkaðs efnismissa í vinnslu rörs með láser-skurðvélm.
Efnavinnslu- og staðsetningarkerfi
Sjálfvirk inn- og útlesunarkerfi
Árangursrík efnavinnslukerfi eru grundvallarþáttur í hámarkaðri framleiðslu við vinnslu rörs með láser-skurðvélm. Sjálfvirk innlesunarkerfi minnka þörf á handavinna og tryggja samhverf staðsetningu og stefnu á rörinu til bestu skurðni. Þessi kerfi innihalda venjulega hydraulískar eða servodreifðar hluti sem eru hæf fyrir vinnslu á ýmsum rörstærðum og þyngdum, frá smádriptum rörum upp í stór byggingarrör sem geta vegið nokkra hundruð pund.
Samruni sjálfvirkra mælis- og flokkunarkerfa gerir það kleift að halda áfram framleiðsluferlum án mikillar þátttöku starfsfólks. Í háþróaðum kerfum er hægt að skilja sjálfkrafa gildi röranna, efnaflóka og skurðkröfur í samræmi við fyrirforrituð tilgreiningar eða strikamerkjaaukakerfi. Þessi sjálfvirkni minnkar markvissi setuptíma og lækkar líkurnar á mannlegum villa í ferlum valss og staðsetningar efna.
Úrlausnarkerfi verða að samræma sig óskaust lauslega við skurðaðgerðir til að halda áfram ótrauðum framleiðsluflæði. Nútíma rörpláskórufvéll uppsetningar innihalda flóknar flutningskerfi, róbótarmi eða loftdrifin úrkastakerfi til að fjarlægja búin hluti á skilvirkan hátt á meðan fyrir því er undirbúið næsta skurðaferill. Þessi samruni er nauðsynlegur til að ná háum framleiðslumörkum í iðnaðarframleiðsluumhverfi.
Nákvæm staðsetning og snúningsstýring
Nákvæm stjórnkerfi fyrir staðsetningu og snúning á rörum eru mikilvæg til að ná nákvæmum niðurstöðum við skurð og viðhalda málstikum við notkun á rörskurðvél með ljásvarpi. Servóhreyfimyndir með háa upplausn og nákvæmar hraðamynstursamsetningar tryggja nákvæma hornstaðsetningu fyrir flókna skurðmynstur og fjölhliða rúmmyndir. Þessi kerfi verða að viðhalda nákvæmni staðsetningar innan harðra málstika, venjulega mæld í bogaminútum eða betur, til að tryggja samhverfu gæði hluta í gegnum framleiðsluferla.
Hlífukerfi og festitæki verða að veita örugga festingu á rörum á meðan þau snúa slétt við skurðaðgerðir. Framþróað hönnun hlífa inniheldur mörga tögmyndir til að aðlaga sig við ýmsar rörform, frá hringlaga og ferhyrndum rörum til flókinnra profílmynda. Rétt dreifing á festigögnunum kvarðar brot á rörum á meðan það er tryggt nægilegt festigagn fyrir hraðsnúning og skurðaðgerðir.
Samstillt stýring á hreyfingu á línulegum og snúðhreyfingarásum gerir kleift flókna þrívíddar skurðaðgerðir í nútímaskerpum fyrir rör með ljósgeisla. Íþróttar CNC-stýrikerfi samstilla hreyfingu margra ása samtímis, sem gerir kleift skurða í spíralformi, samsettar horn og flókna skurðmyndir við skurðstaði. Þessi samstillt geta er nauðsynleg til að framleiða flókna rörritun og arkítektoniska eiginleika sem krefjast í háþróaðum framleiðsluumsjónarmiðum.
Klippingarbreytustilling
Hraði og áfyllingarhraði
Að hámarka skurðhraða og áföllunaráhraða táknar mikilvægan jafnvægispunkt milli framleiðslugetu og gæða í rekstri rásarskjárskurðvéla fyrir reiðufæri. Hærrir skurðhraðar aukast framleiðsluhraðinn en þeir geta orsakað minnkun á kvaliteti skurðbrúnar eða víddamálsnákvæmni ef þeir eru hækkaðir yfir bestu stillingar fyrir ákveðnar efnaflókningar. Öfugt, við varlega skurðhraða er tryggt betri gæði en það getur leitt til lægri framleiðslugetu og hærri kostnaðar á hverjum hluta í framleiðsluumhverfi með háum magni.
Efna-sérstakar gagnagrunnskráningar leyfa rekendum að stofna fljótt bestu skurðskilyrði fyrir ýmisra tegunda rörs, veggþykktir og rúmfræðilegar kröfur. Þessar gagnagrunnskráningar innihalda venjulega sannaðar stillingar fyrir algeng efni eins og kolefnissteypu, rustfritt steypu, álúmíníum og sértegundir legera. Í þróuðum kerfum til skurðs á rörum með ljósgeisla er sjálfvirk val á stillingum innbyggð sem byggir á auðkenni efna og greiningu á rúmfræðilegri lögun hluta, sem minnkar setuptíma og bætir samhverfu í framleiðslurunum.
Skiptikerfisstýrsluskerfi fylgja skurðaðstæðum í rauntíma og breyta sjálfkrafa stillingum til að halda áfram bestu afköstum í gegnum allan skurðferlið. Þessi kerfi geta greint breytingar á eiginleikum efna, breytingar á þykkt eða skurðaðstæður og gera augnabliksskiptingar til að halda jafnveljandi gæðum. Þessi hæfni er sérstaklega gagnleg við vinnslu efna með breytilegum eiginleikum eða við skurð á flóknum lögunum sem krefjast mismunandi stillingasetta innan einnar hluta.
Val á gasi og stýring á þrýstingi
Val á hjálpgasi og stýring á þrýstingi áhrifar mjög á skurðgæði, hraða og almennt afrek í notkun á rörskurðvél með ljásvarp. Ólík efni og kröfur til skurðs krefjast ákveðinna gasblanda til að ná bestu niðurstöðum. Skurður með súrefnisstuðningi gefur háa skurðhraða við skurð á kolefnistál, en skurður með stickstofni gefur betri brúnargæði við skurð á rustfritt stál og álúmíníum án vandamála með oxíðmyndun.
Ólík þrýstingsskjöldun er nauðsynleg í mismunandi hlutum skurðferlisins, þar sem hærra þrýstingur er venjulega krafist við gaggskurð og lægri þrýstingur við lokaskurð. Framþróaðar stýringarkerfi fyrir hjálpgas stilla sjálfkrafa þrýstinginn eftir skurðstillingum og kröfum efna, svo að samhæfð veita hjálpgass sé tryggð í gegnum flókin skurðferli. Rétt þrýstingsstýring minnkar einnig úrgang efna og lækkar myndun á burr eða drossu á skurðbrúnunum.
Fleirgassgeta í nútíma rörsláserklippunarkerfum gerir mögulegt að skipta á milli mismunandi hjálpgassa innan einnar forritslykkju. Þessi fjölbreytileiki gerir kleift að stilla kerfið fyrir mismunandi klippufasa eða efnihluta, sem hámarkar bæði klippuhraðann og kvalitetaðgerða á brúnunum. Sjálfvirk gasskiptakerfi minnka þörfina á þátttöku notanda á meðan þau tryggja rétta gassval á hverri klippuferli.
Umhverfis- og starfsþáttilgangur
Stýring á hita- og rakaformi
Umhverfisstofnun hefur mikil áhrif á afköst rörsláserklippunarkerfa, sérstaklega í nákvæmum forritum sem krefjast takmarkaðra víddartolerans. Hitabreytingar áhrifa útvíkingueiginleika efnisins, stöðugleika láserins og nákvæmni vélarstýrsluskerfisins. Stýrð framleiðsluumhverfi með staðlaðum hitastigum tryggja samhverfu hlutavíddir og lágmarka áhrif hitadeforminga á meðan klippað er.
Ráðstöfun gegn rökkvæði kvarðar myndun á kondens á ljósskynjum hlutum og minnkar hættu á ruskingu fyrir nákvæm vélkerfisþætti. Of mikil rökkvæði getur minnkað áhrifavirkni ljásins og saumað ljósskynja yfirborð, sem leidir til minnkaðra skerðingaraðstöðu og aukinna viðhaldskröfu. Iðnaðarleg dehumidifieringarkerfi halda í réttum rökkvæðiþrepum á meðan þau vernda viðkvæma hluti ljás-skurðvélanna frá umhverfisrökku.
Stjórnun á loftgæðum með réttum sía- og loftskiptakerfum verndar bæði tæki og starfsfólk frá skurðryk og öðrum litlum efnisþáttum. Hágæða sía kerfi fanga mikroskópiska efnisþætti sem myndast við skurðaðgerðir, sem kvarðar saumingu á ljósskynjum og heldur áfram bestu gæði ljásstraumsins. Rétt loftskipti tryggja einnig örugga vinnumiljó og samræmi við iðnaðarlegar staðlar um loftgæði.
Viðhalds- og mæligreiningarráðlög
Forvarnaráherslur á viðhaldsskýrslum eru nauðsynlegar til að halda í besta afköstum á rör-laserklippivélum yfir lengri starfstíma. Reglulegar viðhaldsbrögð ættu að fjalla um hreinsun á ljósskerfum, smurningu á vélarhlutum, staðfestingu á stillingum og mat á slit á hlutum. Kerfisbundin viðhaldsáætlun krefst óvænta stöðvunar á meðan tryggð er samfelld klippugæði og áreiðanleiki kerfisins í gegnum allan notkunartíma tækninnar.
Stillingarferli verða að fjalla bæði um nákvæmni á vélar- og ljósskerfum til að halda í nákvæmni klippunnar og samræmi við málstaðla. Regluleg staðfesting á nákvæmni staðsetningar, snúningssamhverfustu og stillingu á laserstrálinni tryggir endurtektan samræmi við gæðaskilyrði. Í þróuðum rör-laserklippivélum er innbyggt sjálfvirk stillingarferli sem má framkvæma á reglulegum viðhaldstímum án þess að krefjast sérfræðiþekkingar.
Skipulagning á skiptum hluta byggð á notkunarmynsturum og slitageinkenni hjálpar til við að halda kerfinu í besta stöðu, með því að lágmarka óvæntar tölur á bilunum. Það er nauðsynlegt að fylgjast með mikilvægum hlutum, svo sem ljósfræðilegum þáttum, rafmagnshreyfingum og nákvæmum ásborðum, og skipta þeim út samkvæmt tilkynningum framleiðanda og raunverulegum rekstursaðstæðum. Aðgerðir sem hafa áskorun á framtíðarþörfum koma í veg fyrir minnkun á afköstum og tryggja samfelld getu til framleiðslu.
Hugsanir um hugbúnað og forritun
Samspil við CAD og valbestun á skipulagningu á hlutum
Ítarlegar möguleikar á hugbúnaðarsamspili hafa beina áhrif á framleiðslugetu og notkun á efni í rekstri á rörskerfum með ljósskjörun. Samhæfni við CAD-hugbúnað gerir kleift að flytja inn hlutageometríu án vandræða og sjálfvirkt búa til skurðforrit með stilltu verkfæraferli. Nútíma kerfi styðja við almennt viðurkennd skráarsnið og veita rauntíma myndræn sýn á skurðröð, sem gerir notendum kleift að staðfesta forrit áður en þau eru keyrð og greina mögulegar vandamál eða tækifæri til að bæta árangri.
Nesting-reiknirit hámarka notkun á efni með því að stilla staðsetningu hluta og skurðröð til að lágmarka affall og minnka framleiðslutíma. Ítarlegur nesting-hugbúnaður tekur tillit til lengdarmörkum á rörum, stillingu á skurðátt, og stjórnun á eftirstöðvum til að ná hámarksárangri. Þessi reiknirit geta sjálfvirkt búið til skurðraðir sem lágmarka hratt færslufæri og stilla notkun á gasi yfir alla framleiðslubyrjun.
Ímyndunarhæfni gerir notendum kleift að staðfesta skurðforrit og greina mögulegar árekstrar eða forritunarvillur áður en raunveruleg framleiðsla hefst. Íþróttar ímyndunarumhverfi veita raunverulega sjónvarpsmynd af skurðaðgerðum, þar á meðal frádráttur af efni, staðfesting á tólferð og mat á ferli tíma. Þessi hæfni minnkar uppsetningartíma og kvarðar dýrlegra forritunarvillur sem gætu skaðað búnað eða eyðilagð efni í rekstri á rörskurðsláservélum.
Rauntíma-afturkalla og gæðaskilabirting
Samþættar eftirlitsskerf veita rauntíma ábendingar um skurðaðstæður og gæðamál á allum stigum framleiðsluferils. Þessi kerfi eiga venjulega eftir lásafjöldann, skurðhraða, hjálpargasþrýsting og hitastig til að tryggja bestu rekstursaðstæður. Íþróttar eftirlitshæfni geta greint breytingar á ferlinu og varað notendur við mögulegar vandamál með gæði áður en þau leida til hafnaðra hluta eða skaða á búnaði.
Innlimun á gæðastýringu gerir kleift sjálfvirk mælingu og staðfestingu á lykilvíddum í tengslum við skurðaðgerðir eða strax eftir þær. Sjónkerfi og lásermælieiningar geta staðfest holaþvermál, brúnarkvaliteta og víddamælikvæmi án þess að krefjast handvirkrar inspektsjónar. Þessi hæfni veitir strax ábendingar fyrir stillingar á ferli og tryggir samhverfa gæði hluta í gegnum framleiðsluferla í láser-skurðvélar fyrir rör.
Möguleikar á skráningu á gögnum og greiningu veita gagnlegar innsýn fyrir ferlaskoðun og samfelldar bætigreiningar. Safnun á sögulegum gögnum gerir kleift greina áhrifamynstur, meta árangur og skipuleggja forspáða viðhaldsáætlun. Ítarlegri greiningarkerfi geta auðkennt mynstur í skurðaðgerðum og mæla til ráða um bætigreiningu til að bæta árangri og minnka rekstrar kostnað með tímanum.
Algengar spurningar
Hvernig áhrifar láserafköst skurðhraða og gæði í láser-skurðvélar fyrir rör
Lásræn aflstyrkur er beint tengdur við sniðhraða, þar sem kerfi með hærra afl geta unnið hraðar í þykkri efni. Þó svo að of mikill aflstyrkur geti haft neikvæð áhrif á kantgæði með því að bæta hitainntökuna og stækka hituáhrifin svæði. Besti aflstyrkurinn jafnar saman kröfum til sniðhraða og gæðakröfum fyrir ákveðin efnavalka og þykkt. Nútíma lásræn kerfi til sniðunar á rörum veita breytilegan aflstýringu til að hámarka afköst fyrir mismunandi sniðfase í einum framkvæmdum.
Hverjar viðhaldsferðir eru mest mikilvægar til að halda áfram afköstum lásræns sniðkerfis fyrir rör
Regluleg optísk hreinsun, smuðrun á véltæknikerfi og staðfesting á stillingu tákna mikilvægustu viðhaldsferli fyrir besta afköst. Optískum hlutum þarf að hreinsa reglulega til að halda áfram gæðum geisla og framleiðslueffekt, en véltæknikerfi þurfa rétta smuðrun til að tryggja slétt virkni og koma í veg fyrir ónægjandi slitage. Staðfesting á stillingu tryggir áfram nákvæmni og ætti að vera framkvæmd samkvæmt ráðleggingum framleiðanda eða þegar greindar eru víddamál í framleiðsluferlinu.
Hvernig áhrifar eiginleikar efna val á skurðstillingum í rör-skurði með ljósgeisla
Eiginleikar efna, svo sem hitastigshreyfni, smeltistáða og efna samsetning, ákvarða að miklu leyti bestu skurðstillingar. Efnum með háa hitastigshreyfni, svo sem álúmíníum, þarf að nota önnur stillingar en efnum með lægri hitastigshreyfni, svo sem rýðfritt steiðjárn. Þykkt veggs, efnaflóð og yfirborðsástand áhrifast líka á val á stillingum. Íframhaldandi kerfi til skurða rör með ljósgeisla innihalda gagnagrunna efna með prófuðum stillingum fyrir algeng efni og getu til sjálfvirkrar stillingar á grundvelli kerfa til auðkennings efna.
Hverjar aðstæður ákvarða hámarksdiameter rórs og þykkt veggs fyrir ljósgeislasvæði?
Hámarks meðhöndlunaraðferðir eru háðar úttakshöfu líserins, getu snúðakerfisins og byggingu vélaranna. Hærra afl lísera gerir kleift að skera þykkari veggjaefni, en hönnun snúðakerfis ákvarðar hámarksþvermál rörs sem hægt er að vinna. Stífleiki ramans áhrifar nákvæmni við meðhöndlun róra með stóru þvermáli, og kerfi til að veita hjálpargas verða að veita nægilegt ýtridur og rás fyrir skurð í þykku efnum. Nútíma líservélakerfi fyrir rör bjóða upp á ýmsar uppsetningar sem eru stilltar fyrir mismunandi stærðarsvið og kröfur um notkun.
Efnisyfirlit
- Tækni ljásvarpsheimildar og völduspecifikationar
- Efnavinnslu- og staðsetningarkerfi
- Klippingarbreytustilling
- Umhverfis- og starfsþáttilgangur
- Hugsanir um hugbúnað og forritun
-
Algengar spurningar
- Hvernig áhrifar láserafköst skurðhraða og gæði í láser-skurðvélar fyrir rör
- Hverjar viðhaldsferðir eru mest mikilvægar til að halda áfram afköstum lásræns sniðkerfis fyrir rör
- Hvernig áhrifar eiginleikar efna val á skurðstillingum í rör-skurði með ljósgeisla
- Hverjar aðstæður ákvarða hámarksdiameter rórs og þykkt veggs fyrir ljósgeislasvæði?