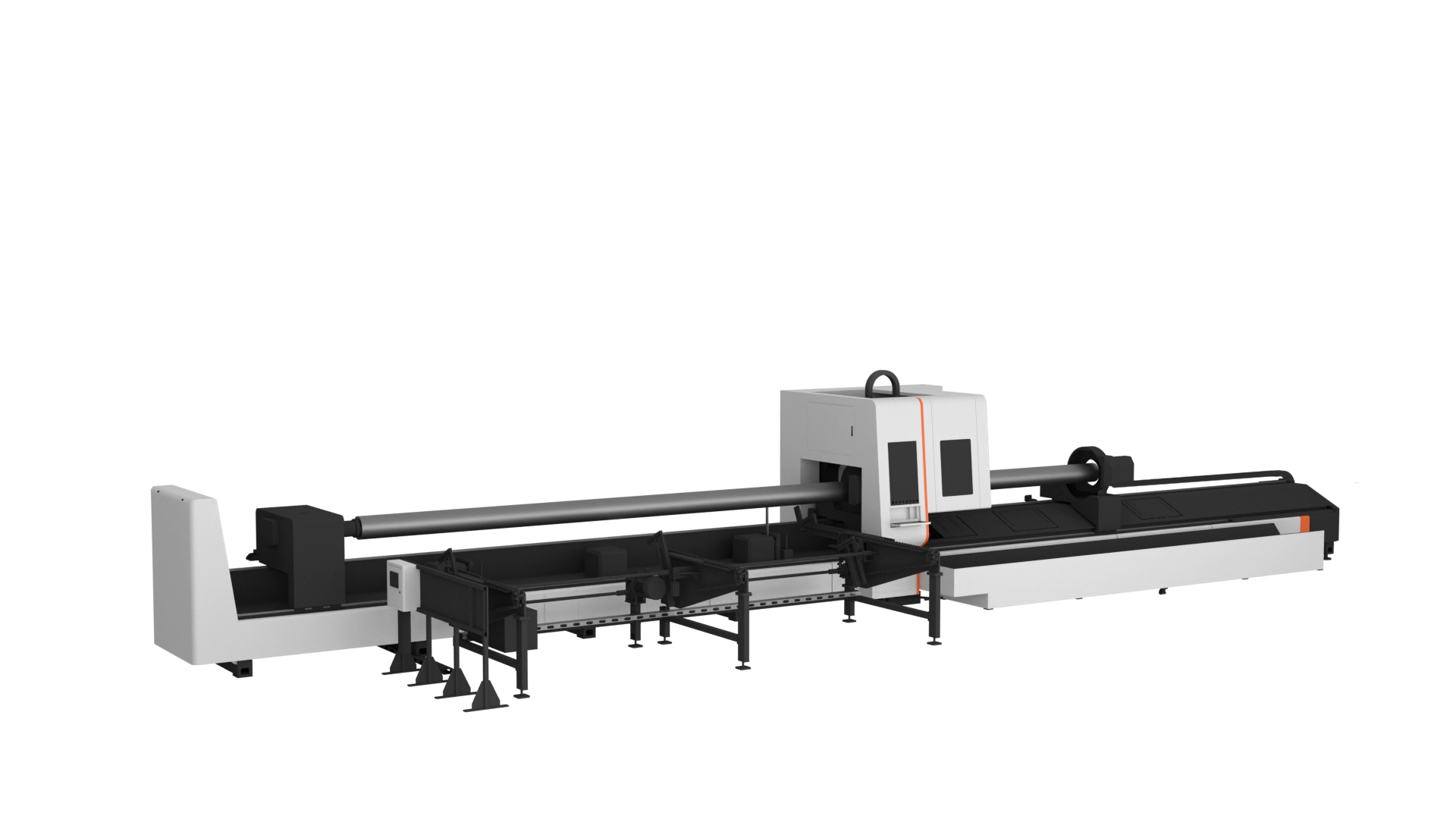
Өнөөдөр үйлдвэрлэлийн салбарууд нарийн, үр дүнтэй, үнэтэй бүтээгдэхүүн үйлдвэрлэхийн тулд өндөр түвшний хагалуур технологиудад их тулгуурлаж буй. Түүн дотор, гуурс лазер огтлох машин автомашин, агаарын транспорт, барилга, энергетик салбаруудад хоолойн хэсгүүдийг үйлдвэрлэх үүрэг гүйцэтгэдэг тулгуур шийдэл юм. Эдгээр нарийн системүүдийн ажиллах чанарыг нөлөөлдөг чухал хүчин зүйлсийг ойлгох нь үйлдвэрлэгчдийн үйл ажиллагааг сонгомол хийж, хөрөнгө оруулалтын буцалт (ROI) -ыг хамгийн их бүтээмүүрлүүлэхийн тулд онцгой чухал.

Төмөрлөгийн лазерээр бутлах үйл ажиллагаанд гүйцэтгэлийг сайжруулах нь үр бүтээл, чанар, үйл ажиллагааны үр ашгийг шууд нөлөөлөх олон харилцан холбогдсон хувьсантай холбоотой. Лазерын хүчин чадалны тодорхойлолт, материалын хангамжийн системээс эхлээд, бүр бүр бүр нь системийн бүрэн чадварыг тодорхойлохэд чухал үүрэг гүйцэтгэдэг. Орчин үеийн үйлдвэрүүд нь түтүврийн лазерээр бутлах машиныхаа уламжлалтай үр дүнг олж, улам бүр эрэлт хэрэгцээтэй зах зээлд өрсөлдөх давуу талыг хадгалахын тулд эдгээр хүчин зүйлсийг бүрэн авч үзэх ёстой.
Лазерны эх үүсвэрийн технологи, хүчин чадал
Усан шил лазерын нэгдэл, гаралтай шинж чанар
Хоолойн лазер тайралт машины зүрх нь түүний лазер үүсгүүр технологид оршдог, яагаад гэвэл тэр нь тайралтын чадварыг ба системийн нийт ажиллах чанарыг үндесэнд нь тодорхойлдог. Индустриал хоолойн тайралтад зориулж дүрсийн лазерууд CO₂ лазер системүүдтэй харьцуулж үлдэхүйц цацрагийн чанар, энергийн үр дүнтэй бүтээмж, ашиглалт-засварлалтын давуу талын ачаар илүү дуртай сонголт болой бүтэж иржээ. Эдгээр өндөр түвшний лазер үүсгүүрүүд нь металлын шингээлттүүн хамгийн тохиромжтой долгион урттай цуглуулж өгсөн энергийг хүргүүлдөг, түүн дагаад хоолойн хүрвэлзүүр материал ба хана зүүлтүүн зүйлсийн хувьд илүү дуртай тайралт хурд ба ирмүүн чанарыг бүтээдөг.
Хүчдэлийн гаралт тодорхойлолтууд нь хоолойн лазер тайралт үйлдлүүд дээр тайралтад хүртэлх чадвар ба боловсруулалтын хурдтай шууд холбоотой. Илүү өндөр хүчдэлийн үзүүлэлтүүд нь илүү хытралт тайралт хурдыг болон зүүлт ханатай материалыг боловсруулах чадварыг хангаж, бага хүчдэлийн системүүд нь дулаан-нөлөөлсөн бүсний хамгийн бага хэмжээ шаардагч нарийн тайралт үйлдлүүд дээр давуу тал үзүүлдэг. Орчин үеийн хоолойн лазер тайралт машин системүүд нь ихэвчлэн 1 кВт-с 15 кВт юм удаа түүн дээш хүчдэлийн хүрээ үзүүлдэг, сонголт нь тодорхой үйлдлийн шаардлагууд, материал тодорхойлолтууд ба үйлдвэрлэлийн хэмжээний зорилгоос хамаардэг.
Лазерийн цацрагийн чанарын онцлог шинжүүд, тухайлбал цацрагийн параметрийн үржвэр ба M² утгын хэмжилтүүдийн ачааллаар тодорхойлогддог; түүн дээр суурилж, хайлооны нарийн нарийвчлал ба үр дүнтэй бүтээмж нь их хэмжээний нөлөө үзүүлдög. Дээд зэргийн цацрагийн чанар нь илүү нарийн фокусын толгойг бүтээж, хайлооны гүн хавтгай (керф) хүртэлх өргөн бүтээж, хайлооны нарийн нарийвчлалыг сайжруулдög. Энэ нь тун зүйл тоноглосон хоолойнуудыг боловсруулах үед эсвэл үйлдвэрлэлийн бүх циклд нарийн нарийвчлалын хязгааруудыг тогтмоль хадгалах шаардлагатай нарийн геометрийн элементүүдийг боловсруулах үед түүнчлэн чухал ач хойртой.
Чадалд хамаарах тогтвортой бүтээмж ба тогтмоль хүчин зүйлүүд
Хоолойн лазер тайралт хийх төхөөрөмжүүдийн ажиллагаанд урт үйлдвэрлэлтийн циклд лазерын чадалд тогтвортой бүтээмжийг хадгалах нь ижил тайралт үр дүнд хүрэхдээ чухал. Чадлын хэлбэлзэл тайралтын хурд, ирмүүний чанар, хэмжээний нарийн төвөгтэй бүтээмжийн хэлбэлзэлд шүүлт үзүүлж, үр дүнд нь деталейн тогтвортой бүтээмж, үйлдвэрлэлийн үр ашигт сөрөг нөлөө үзүүлж болой.
Температурын удирдлагын системүүд лазерын тогтвортой бүтээмж, гүйцэтгэлийн тогтвортой бүтээмжийг хадгалахад чухал үүрэг гүйцэтгэнэ. Тохиромжтой хөхрүүлэх системүүд дулааны зөрүүдийг саархуулж, үйлдвэрлэлтийн циклд лазерын хамгийн сайн үр ашигт бүтээмжийг хадгална. Наад захын температурт хяналт хийх чадварыг бүхий л промышленный чиллер системүүд нь их хэмжээт үйлдвэрлэлтийн үед лазерын туяа шинж чанарын тогтвортой бүтээмжийг хадгалах, гүйцэтгэлийн муудалт үзүүлэлтүүдийг саархуулж чухал.
Хүчний нэмэгдүүлэх боломж ба импульсийн хяналтын функцүүд операторуудад тодорхой материалууд ба геометрийн шаардлагуудад тохируулж, хөрвүүлэх параметрүүдийг сонгож үр дүнтэй ажиллахыг хангана. Эдгээр үр дүнтэй хяналтын функцүүд нь цорго хийх, бүрхүүлийн үзүүрүүдийг хөрвүүлэх, нарийн контурт хөрвүүлэх үед нарийн хүчний хүртүүлэлтийг хангана, үүн дагаад хоолойн лазер хөрвүүлэх төхөөрөмжид ирмүүсийн чанарыг сайжруулж, материалын хаягдлыг багасгана.
Материалын бүрхүүлэл ба байрлуулалтын системүүд
Автомат түүвэрлэх ба гаргах механизмүүд
Үр дүнтэй материалын бүрхүүлэл системүүд нь хоолойн лазер хөрвүүлэх төхөөрөмжид бүтээмжийг хамгийн их бүтээмжтэй ажиллуулахад үндесэн хүчин зүйл юм. Автомат түүвэрлэх механизмүүд нь хүн төрөлхтний оролцоог багасгаж, хөрвүүлэх үр дүнг хамгийн сайн бүтээмжтэй ажиллуулахын тулд хоолойн байрлуулалт ба чиглэлт нь тогтмол байхыг хангана. Эдгээр системүүд нь ихэвчлэн гидравлик эсвэл серво-хөдөлгүүрт деталүүдийг агуулж, жижиг диаметрт хоолойноос хүнд бүтээлч хоолойнууд хүртэл, хоолойн хэмжээ ба жингийн хувьд үл ялгаатай хүртүүлэлтийг хангана.
Автоматжуулсан хэмжилт ба сортируулалтын системүүдийн интеграция нь операторын оролцоог хамгийн бага түвшинд барьж, тасралтгүй үйлдвэрлэлийн урсгалыг хангаж өгдөг. Дэвшилт системүүд нь урьдчилан программиран тодорхойлогдсон шаардлагад эсвэл штрихкод идентификацийн системд үндэслэн, гуурсын хэмжээ, материалын ангилал, огтлох шаардлагыг автоматаар таниж авдаг. Энэ автоматжуулалт болойн чадвар нь суурилуулалтын хугацааг хүчтэй бүүрдүүлдөг бас материалын сонголт ба байрлуулалт үйлдлүүдэд хүнүүдийн алдаа оруулах магадлалыг хамгийн бага түвшинд барьж өгдөг.
Хүлээж авах системүүд нь тасралтгүй үйлдвэрлэлийн урсгалыг хангаж үлдэхийн тулд огтлох үйлдлүүдтэй зөвхөн хамтран ажиллах ёстой. Орчин үеийн үргэлжлүүлэг лазер тайлбар машин бүрдүүлэлтүүд нь дуусгасан деталейнүүдийг үр дүнтэй хүлээж авах, дараагийн огтлох циклд бэлдэх үүрэгтэй нарийн төвөгтэй конвейер системүүд, робот хуруу, пневматик шидэх механизмүүдийг агуулдаг. Интеграция нь индустриал үйлдвэрлэлийн орчинд өндөр хүчинтүүдийн үйлдвэрлэлийн зорилгооруу хүрэхийн тулд онцгой чухал.
Нарийн нарийвчлалт байрлуулалт ба эргүүлэлтийн хяналт
Хоолойн лазер тайралт машинаар нарийн тайралт үр дүнд хүрэх, ажил үйлдлийн үед хоолойн хэмжээний толеранцсийг хадгалахын тулд хоолойн нарийн байршул жишээлбэл ба эргүүлэлтийн хяналтын системүүд чухал үүрэгтэй. Өндөр нарийн бүтэцтэй серво моторууд ба нарийн бүтэцтэй шестерний хайрцагууд нь нарийн өнцгийн байршул хангаж, нарийн тайралт зураглалууд ба олон талт геометрийн онцлог шинжүүдийг бүтээх боломжийг олгоно. Эдгээр системүүд нь үйлдвэрлэлд тогтвортой деталь чанарыг хадгалахын тулд нарийн толеранцсийн дотор байршул нарийн бүтэцтэй байх ёстой — ихэвчлэн толеранцсийг нуга-минутаар эсвэл илүү нарийн хэмжээгээр тодорхойлдог.
Хавтгай хавтгай (чак) системүүд ба батгаа хавтгайлах механизмүүд нь тайралт үйлдлийн үед хоолойг батгаа хавтгайлахын зэрэгцээ тайралт үед гладкийн бүрэн эргүүлэлтийг хангаж, хоолойг хамгаалах ёстой. Хөгжсөн чак дизайнүүд нь төрөл бүрийн хоолойн геометрийн хувилбаруудыг хүлээн авахын тулд олон хавтгай хавтгайлах хавтгай хавтгайлах схемүүдийг агуулна: бөөрөнхий ба квадрат хоолойнуудаас гадна нарийн профильт хоолойнууд хүртэл. Тохиромжтой батгаа хавтгайлах хүчний тархалт нь хоолойн деформацийг саархуулж, өндөр хурдны эргүүлэлт ба тайралт үйлдлийн үед хангалттай батгаа хавтгайлах хүчийг хангаж, хоолойг хамгаалах ёстой.
Шугаман ба эргэлдүүл ахуйн тэнхлэгүүдийн синхрон хөдөлгөөний удирдлага бүрдүүлдэг орчин үеийн гуурсын лазер тайралт машины системүүдэд нарийн гурван хэмжээст тайралт үйлдлүүдийг хийх боломж олгоно. Дөрвөн тааруухай CNC удирдлагын системүүд олон тааруухай хөдөлгөөнийг нэг зэрэг координацид хийж, спираль тайралт, нийлмүүл өнцгүүд, нарийн огтлолцох геометрийн дүрсүүдийг бүрдүүлж чадно. Энэ координацид хийх чадвар нь үйлдвэрлэлд шаардагдах нарийн гуурсын холбосон хэсгүүд ба архитектурт онцлог шинжүүдийг үйлдвэрлэх үүрэгтэй.
Овоорлох параметрийн тохируулга
Хурд ба хоолойн хурдны тохируулалт
Хоолойн лазер тайралт хийх төхөөрөмжүүдийн ажиллагаанд тайралт хурдны ба хоолойн хурдны тохируулалт нь бүтээмж ба чанарын хооронд чухал тэнцвэрт бүтээлч үйл ажиллагаа юм. Илүү өндөр тайралт хурд нь нийт бүтээмжийг нэмэгдүүлдэг, гэтэдүүр тодорхой материал хослолуудын хувьд оптимал параметрүүдийн дараа хурдыг нэмэгдүүлэх нь ирмүүний чанарыг эсвэл хэмжээний нарийн төвөгтөй бүтэцтүүнийг муудуулж магадгүй. Харин хамгаалалт хурд нь дээрх чанарыг хангаж, гэтэдүүр их хэмжээний үйлдвэрлэлд бүтээмжийг бууруулж, нэг бүтээдлүүн дээрх боловсруулалтын зардлыг нэмэгдүүлж магадгүй.
Материал-тодорхой параметрүүдийн өгөгдмүүр нь операторуудад хөндлөн огтлох нөхцөлүүдийг хөнгөн зөөлөн тогтоохыг хангаж, гуурсны хөндлөн огтлосон дүрс, ханааны зузаан, ашиглагдаж буй материал зэрэг хүчин зүйлсийн хувьд оптимал шинж чанарыг хангаж өгдөг. Эдгээр өгөгдмүүр нь ихэвчлэн нүүрхүн ган, хөнгөн цагаан ган, алюминий, тусгай хавсралт металлын гаднах түүнчлэн бүх төрлийн материалын хувьд баталгаажуулж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үзүүрлэж үз......
Адаптив огтлолын удирдлагын системүүд нь бодит цагт огтлолын нөхцлүүдийг хянах ба огтлолын бүх үе шатад сүүлчийн үр дүнд хүрэхийн тулд параметрүүдийг автоматаар тохируулж, оптимал ажиллаж буй чадварыг хадгалж үлдээдэг. Эдгээр системүүд нь материалдын шинж чанаруудын өөрчлөлтийг, зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлсийн зүйлс......
Хийн сонголт ба даралт удирдлага
Тусламжийн хийн сонголт ба даралтын хяналт нь хоолойн лазер тайрбүрдүүлэх төхөөрөмжид тайрбүрдүүлэх чанар, хурд, нийт үр дүнг нарийн нөлөөлөн ажилладаг. Янз бүрийн материалын тайрбүрдүүлэх шаардлагад тохиромжтой хийн хослолыг сонгох шаардлагатай бөгөөд ийнхүү үр дүнг хамгийн сайн түвшинд хүртүүлж болой. Хүчилтөрөгчтүүлсэн тайрбүрдүүлэлт нь нүүрст төмөрт тайрбүрдүүлэх хурдыг их бүрдүүлдэг, харин азотын тайрбүрдүүлэлт нь шүүлт төмөр ба цагаан төмөрт тайрбүрдүүлэх үед илүү сайн ирмүүдийн чанарыг хангаж, исэлдэлтийн аюулгүй бүрдүүлдэг.
Даралтын хүртүүлэлт тайрбүрдүүлэх процессын турш өөрчлөгддөг, тайрбүрдүүлэх үед их даралт шаардлагатай бөгөөд дуусгах тайрбүрдүүлэх үед бага даралт шаардлагатай. Дундаж хийн хяналтын системүүд тайрбүрдүүлэх параметрүүд ба материалд тавигдах шаардлагад үндэслэн даралтын түвшнийг автоматаар зохицуулдэг, ийнхүү нарийн тайрбүрдүүлэх циклүүдийн турш тусламжийн хийн тогтвортой хүртүүлэлтийг хангаж, хүртүүлэлтийн гэмтлийг бүрдүүлдэг. Зохистой даралтын хяналт нь материалд үлдмүүдийн хэмжээг бүрдүүлдэг, тайрбүрдүүлсний дараа ирмүүд дээр бурр ба дросс үүсэх магадлалыг бүрдүүлдэг.
Орчин үеийн хоолойн лазер тайралт хийн системд олон газын боломж бүхлэд нь нэг программ цикл дотор үйлдэлд туслах газуудын солилцооны боломжийг орчинд үзүүрлүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүү......
Орчны болон үйл ажиллагааны хүчин зүйлс
Температур ба чийгшлийн хяналт
Орчин нөхцлүүд хоолойн лазер тайралт хийн системийн үзүүрлүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдүүрдү......
Харьцангуй чийгшлээс хамгаалалт оптик бүрдүүлэлтүүд дээрх нууршлын үүсэлтийг саатуулж, нарийн механик системүүд дээрх коррозийн аюулд хамгаалалт үзүүлдэг. Хэт чийгшл лазерийн дамжуулалтын үр дүнг муудуулж, оптик гадаргууг бохирдуулж, түүн дагуу хөрвүүлэлтийн үр дүнг бууруулж, засвар үйлчилгээний шаардлагыг нэмэгдүүлдэг. Үйлдвэрлэлийн чийгшлүүр системүүд хоолойн лазерийн хөрвүүлэлтийн төхөөрөмжийн мөчлөг бүрдүүлэлтүүдийг орчинд бүүрхүүлж, хүрээлэнгүй чийгшлээс хамгаалж, сонгомол чийгшлүүр түвшинтүүдийг хадгалдэг.
Тохиромжтой шүүлт ба агаар солилцооны системүүдийн тусламжтайгаар агаарын чанарыг удирдаж, төхөөрөмж ба үйлдүүлэгчид хөрвүүлэлтийн утаа ба бөөмсүүдийн бохирдуулалтаас хамгаалдэг. Өндөр үр дүнтэй шүүлт системүүд хөрвүүлэлтийн үед үүсдэг микроскопик бөөмсүүдийг баримжилдэг, оптик бохирдуулалтыг саатуулж, лазерийн цацрагийн чанарыг сонгомол түвшинд хадгалдэг. Тохиромжтой агаар солилцоо нь аюулгүй ажиллах нөхцөлүүдийг хангаж, үйлдвэрлэлийн агаарын чанарын стандартуудад нийцүүлдэг.
Засвар үйлчилгээ болон Тохируулах Аргачлал
Урьдчилан саархуулж хийгдэх үйл ажиллагааны хөтөлбөр нь урт хугацааны үйл ажиллагааны үед гуурцагийн лазер тайралт хийх төхөөрөмжийн хамгийн сайн үйл ажиллагааг хадгалахад чухал үүрэгтэй. Тогтмол үйл ажиллагааны интервалд оптикийн цэвэрлэх, механик системийн тослол, калибровка шалгах, деталейн дүүрэлтийг үнэлэх ажилд анхаарах ёстой. Системт үйл ажиллагааны протоколууд нь төхөөрөмжийн бүх үйл ажиллагааны хугацаанд түүний найдвартай байдлыг хадгалж, тайралтын чанарыг тогтмолж, хүлээсэн бусад зогсолтуудыг саархуулж үлдээдэг.
Калибровка хийх арга зааврууд нь тайралтын нарийн нарийнчлалыг ба хэмжээний тогтмолж байхыг хадгалахын тулд механик ба оптик системийн нарийн нарийнчлалыг хоёуланг нь хамрах ёстой. Байршлын нарийн нарийнчлалыг, эргэлтийн төвд бүрдүүлэх чанарыг, лазер туяаны төвд бүрдүүлэх чанарыг тогтмол шалгах нь чанарын шаардлагад хүрэхийг хадгалахыг баталж үлдээдэг. Хөгжсөн гуурцагийн лазер тайралт хийх төхөөрөмжийн системүүд нь тусгай техник мэдлэг шаарддаггүй, тогтмол үйл ажиллагааны интервалд гүйцэтгэж болох автомата калибровка хийх дараалал агуулж үлдээдэг.
Ашиглалтын загварууд болон дүрсүүдийн дагуу компонентуудын солилцоо хуваарилж, системийн хамгийн сайн ажиллах чадварыг хадгалах нь төлөөлөхгүй гэмтэлүүдийн тоог хамгийн бага бүрдүүлэхэд тусална. Оптик элементүүд, серво моторууд, нарийн нарийвчлалт тулгуурууд зэрэг чухал компонентүүдийн хяналт, ашиглалтын нөхцөлүүд болон үйлдвэрлэгчдийн заавруудын дагуу солилцоо шаардлагатай. Урьдчилан солилцооны стратеги нь ажиллах чадварын муудалтад саад тавих ба тогтмол үйлдвэрлэлд хангамж үзүүрлүүдийг хадгалж үлдээдэг.
Программ хангамж ба програмчлалын асуудлууд
CAD интеграци ба хурдасгаж нөхцөлдүүлэх оптимизаци
Дөрвөлжин хоолойн лазер тайралт машины үйлдлийн үр ашиг, материал ашиглалтын үр ашигт шууд нөлөөлөх дэвшилт програм хангамжийн интеграци хүчирхүүлүүрүүд. CAD програм хангамжтайн ховдруулалт нь деталдүүн геометрийн хялбархан орулгыг болгоод хурдан тайралт хөтөлбөрүүдийн автомат үүсгэлтийг хангамжилдаг, түүнд оптимизаци хийсэн зүүн замын тааруулга бүхлэд оршит. Одоогийн системүүд нь түүхий материал ашиглалтын стандарт файл форматүүдтэй ховдруулалт хүчирхүүлүүрүүд бүхлэд оршит, тайралт дарааллын бодит цагт визуализацийг хангамжилдаг, үүнээс үйлдэгчид хөтөлбөрүүдийн гүйцэтгэлд оролт өмнөх шалгах, боломжит асуудлуудыг илрүүлэх, оптимизацийн боломжуйг тодорхойлох боломжтой.
Нестинг алгоритмууд нь хаягдмуйн хэмжээг багасгаж, үйлдвэрлэлтний хугацааг бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд бүхлэд б......
Симуляцийн боломжид ажилтнууд үйлдвэрлэл эхлэхийн өмнө хайчлалын програмуудыг шалгаж, боломжит холбогдлоос үүсэх гэмтэл юм уу програмын алдаануудыг илрүүлж чадна. Дэвшилт симуляцийн орчин нь хайчлалын үйлдлүүдийн бодитой дүрслэлийг, түүнд хамаарах материал таслан хайчлал, хэрэгсэлийн замын шалгалаа, цикл хугацааны үнэлгээ зэрэг хүртэл хангана. Энэ боломж нь тохируулалтын хугацааг бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр бүүр......
Эдийн засаг үед ба хариуцлагатай тохиргоо
Интеграцилсан хяналтын системүүд нь үйлдвэрлэлийн циклүүд турш хайчлалын үр дүнгийн ба чанарын параметрүүдийн тухайд бодит цагт мэдээлэл өгч, ажилтнуудад шуурхай хариу үйлдэл хийх боломж олгоно. Эдгээр системүүд нь их түүнд лазерын чадал, хайчлалын хурд, тусламж газын даралт, температур нөхцлүүдийг хянах замаар сүүлд урьдчилан тогтоосон ажиллах нөхцлүүдийг хангана. Дэвшилт хяналтын боломжид технологийн хазайлтуудыг илрүүлж, хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүртэл хүр......
Чанарын хяналтын интеграци нь хүртэлх үйлдлийн үед эсвэл түүнээс дараа шууд хэмжилт ба шүүлтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр......
Өгөгдлийн бүртгэл ба шинжилгээний боломжид нь технологийн сонголтын уламжлалын хувьд үнэнд оршит, төлөвлөлтийн үндэслэл, ажиллах чадварын харьцуулалт, урьдчилан таамаглаж бүртгэл хийх зүйлсийн тухайд үнэнд оршит мэдээллийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хийх боломжийг олгох бөхийн хэмжээсүүр хэмжилтүүр хий......
Түгээмэл асуулт
Лазерийн хүч нь гуурсын лазерийн хүчтүүр хийх машинд хүртэлх хурд ба чанарыг яаж нөлөөлөх вэ
Лазерын хүч нь хатуужуулын хурдтай шууд хамааралтай бөгөөд өндөр хүчин чадалтай системүүд нь илүү их материал боловсруулахыг боломжуулдаг. Гэсэн хэдий ч хэт их хүчин чадал нь дулааны түлш нэмэгдсэн, дулааны нөлөө бүхий том бүсээр дамжуулан хязгаарын чанарыг сөрөг нөлөө үзүүлэх боломжтой. Товчхон хүчин чадал сонгох нь хатуужилтын хурдны шаардлагыг тодорхой материалын төрөл, нягтралын чанартай харьцуулдаг. Орчин үеийн шугам лазерээр бутлах машин нь нэг үйлдлийн дотор янз бүрийн бутлуурын үе шатанд гүйцэтгэлийг сайжруулахын тулд өөр өөр хүчин чадалтай хяналтыг хангаж өгдөг.
Утасны лазерын хатуужуулах машины гүйцэтгэлийг хадгалахын тулд хамгийн чухал сахилга үйлчилгээний журмыг
Байнгын оптикийн цэвэрлэгээ, механик системийн тоосго, калибрлүүлэх шалгалт нь хамгийн сайн гүйцэтгэлтэй байх хамгийн чухал засварын журмыг бүрдүүлж байна. Оптикийн бүрэлдэхүүн хэсэгт гэрэлний чанар, дамжуулалтын үр ашгийг хадгалахын тулд ихэвчлэн цэвэрлэх шаардлагатай байдаг бол механик системд хэвийн ажиллагааг хангах, эрт хумсахаас урьдчилан сэргийлэхын тулд зохих тослолт шаардлагатай байдаг. Калибрлүүлэх шалгалт нь үргэлжлүүлэн үнэн зөв байдлыг хангаж, үйлдвэрлэгчийн зөвлөмжийн дагуу, эсвэл үйлдвэрлэлийн үйл ажиллагааны үеэр хэмжээний асуудал илэрсэн тохиолдолд хийгдэх ёстой.
Хэрхэн материал шинж чанар нь хоолой лазер буулгах хэрэглээний буулгах параметр сонгон шалгаруулалтыг нөлөөлдөг
Дулаан дамжуулалт, хайлах цэг, химийн бүрдэл гэх мэт материалдын шинж чанарууд оптималь таслах параметрүүдийн сонголтонд ихэд нөлөөлөн ажилладаг. Алюминийн хэлбэртүүд зэрэг дулаан дамжуулалт өндөр материалдар нь хөнгөн цагаан гурил зэрэг дулаан дамжуулалт бага материалдартаа харьцуулж өөрсдийн таслах параметрүүдийн олонлогтой бөлгөвчлөн ажилладаг. Хөндлөн огтлосон хана-ны зүйл, материалдын ангилал, гадаргуугийн нөхцөл мөн параметрүүдийн сонголтонд нөлөөлөн ажилладаг. Дэвшилтэй хоолойн лазер таслах машин системүүд нь түүнд хэрэглэдэг түүхий материалдын өгүлзүүдийн базын үүрд баталгаажуулж үзүүрлэсэн параметрүүдийн олонлогтой бөлгөвчлөн ажилладаг, мөн материалдын таних системүүд үүнд тулгуурлан автомат параметрүүдийн зохицуулалтын боломжтой.
Лазер таслах системүүдийн хамгийн их хоолойн диаметр ба хана-ны зүйлийн боломжит хэмжээсийг тодорхойлдог ямар хүчин зүйлс вэ
Хамгийн их боловсруулалтын боломжит чадвар нь лазерны хүчдэл, чак системийн багтаамж, машины хүрээний бүтээлд хамаарна. Илүү хүчтэй лазерууд нь зүүн ханатай материалыг орчинд хөндлөн огтлохыг хангана, харин чак системийн дизайн нь хамгийн их гуурсын диаметрт хүртэлх хүрээний багтаамжийг тодорхойлно. Машины хүрээний хаткүрдүүлэлт нь том диаметрт гуурсуудыг боловсруулалт үед нарийн нарийвчлалд нөлөөлөн, тусламж газын дамжуулалтын системүүд нь зүүн ханатай хэсгүүдийг огтлохын тулд хангалттай даралт ба урсгалыг хангана. Орчин үеийн гуурсан лазер огтлох машины системүүд нь өөр өөр хэмжээтүүд ба хэрэглээний шаардлагад тохируулж бүтээсэн олон төрлийн конфигурацүүдийг саналд тавина.
Гарчиг
- Лазерны эх үүсвэрийн технологи, хүчин чадал
- Материалын бүрхүүлэл ба байрлуулалтын системүүд
- Овоорлох параметрийн тохируулга
- Орчны болон үйл ажиллагааны хүчин зүйлс
- Программ хангамж ба програмчлалын асуудлууд
-
Түгээмэл асуулт
- Лазерийн хүч нь гуурсын лазерийн хүчтүүр хийх машинд хүртэлх хурд ба чанарыг яаж нөлөөлөх вэ
- Утасны лазерын хатуужуулах машины гүйцэтгэлийг хадгалахын тулд хамгийн чухал сахилга үйлчилгээний журмыг
- Хэрхэн материал шинж чанар нь хоолой лазер буулгах хэрэглээний буулгах параметр сонгон шалгаруулалтыг нөлөөлдөг
- Лазер таслах системүүдийн хамгийн их хоолойн диаметр ба хана-ны зүйлийн боломжит хэмжээсийг тодорхойлдог ямар хүчин зүйлс вэ