Framúrskarandi fjölbreytni og hönnunarfrelsi
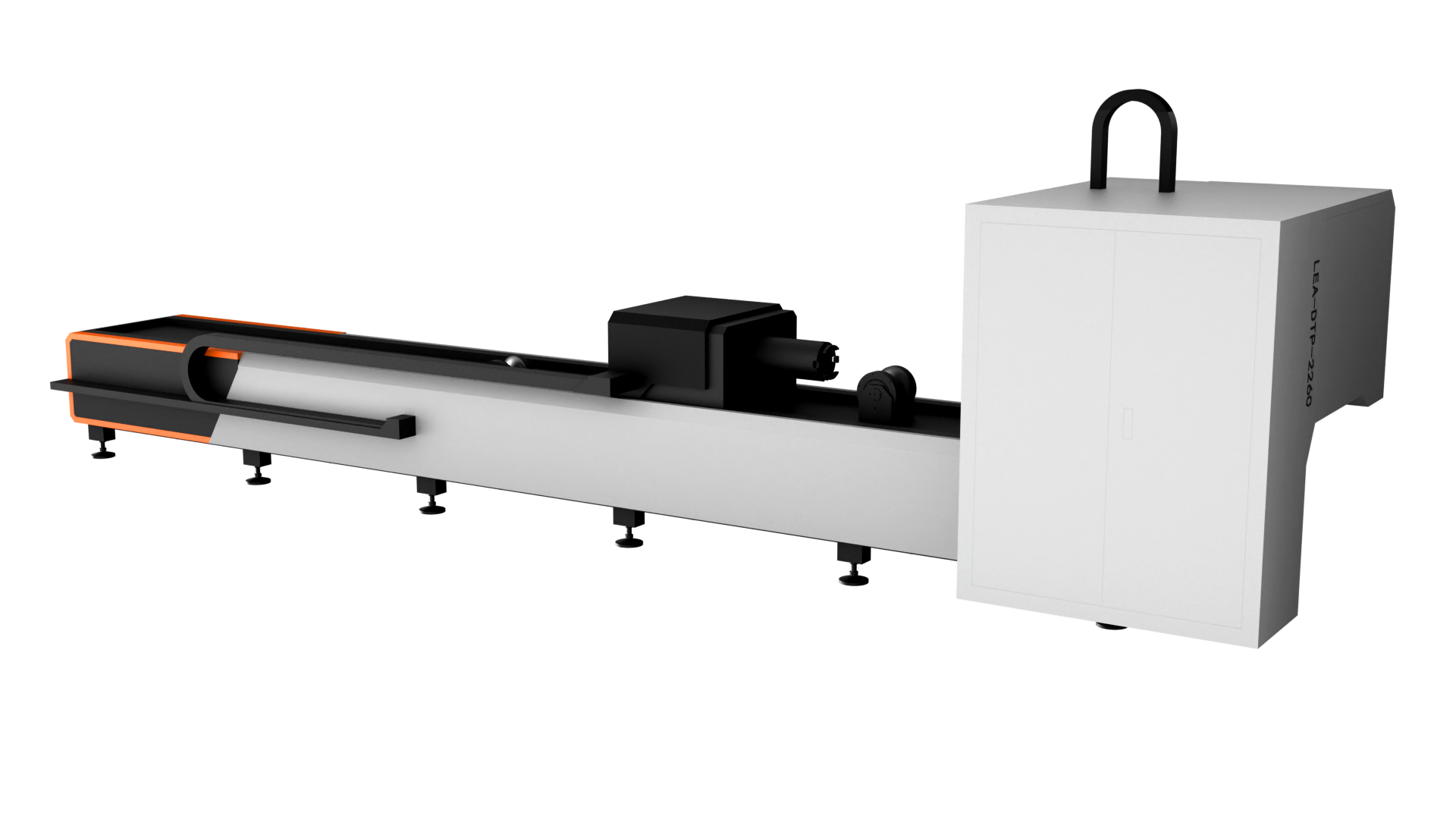
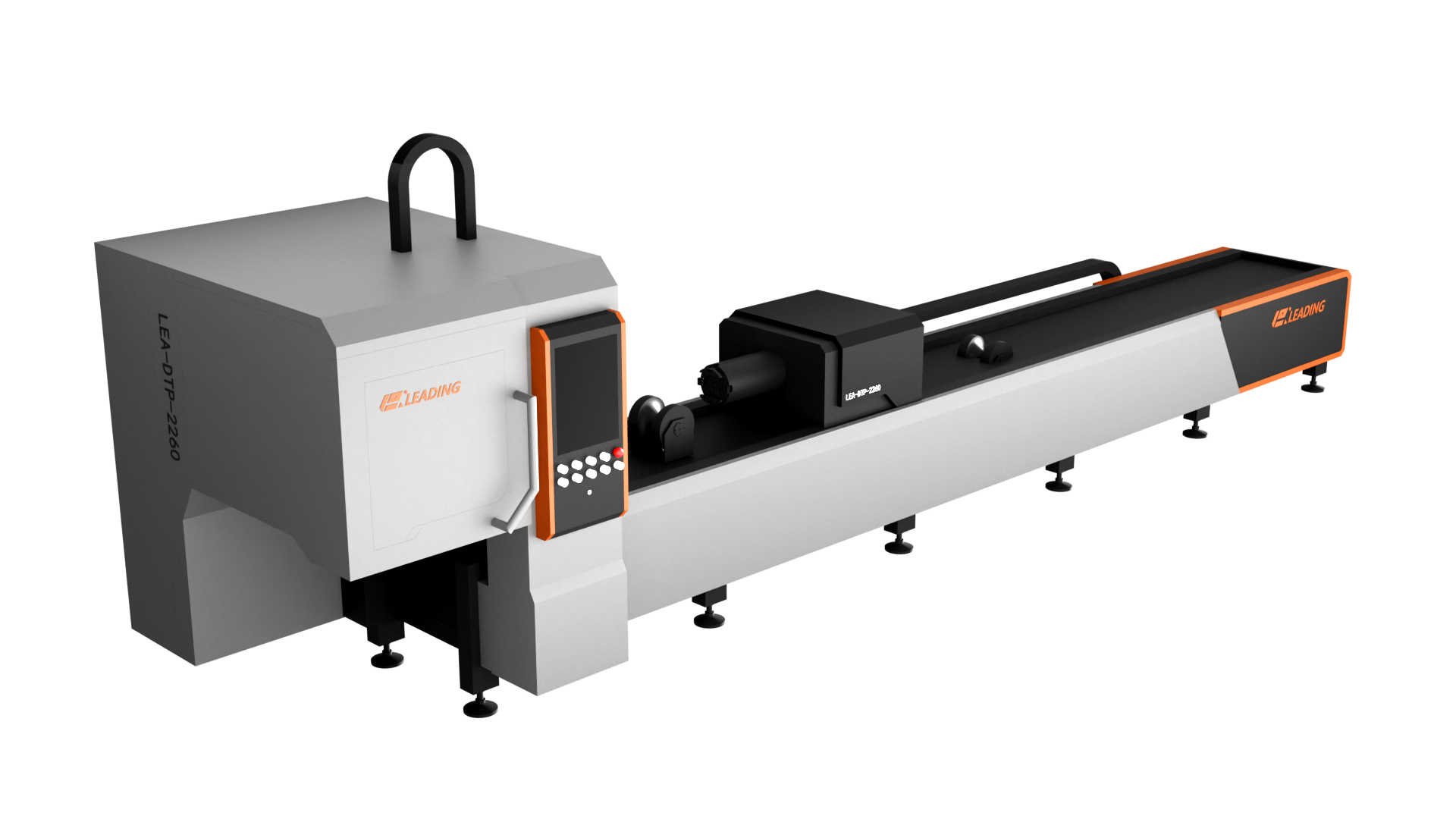
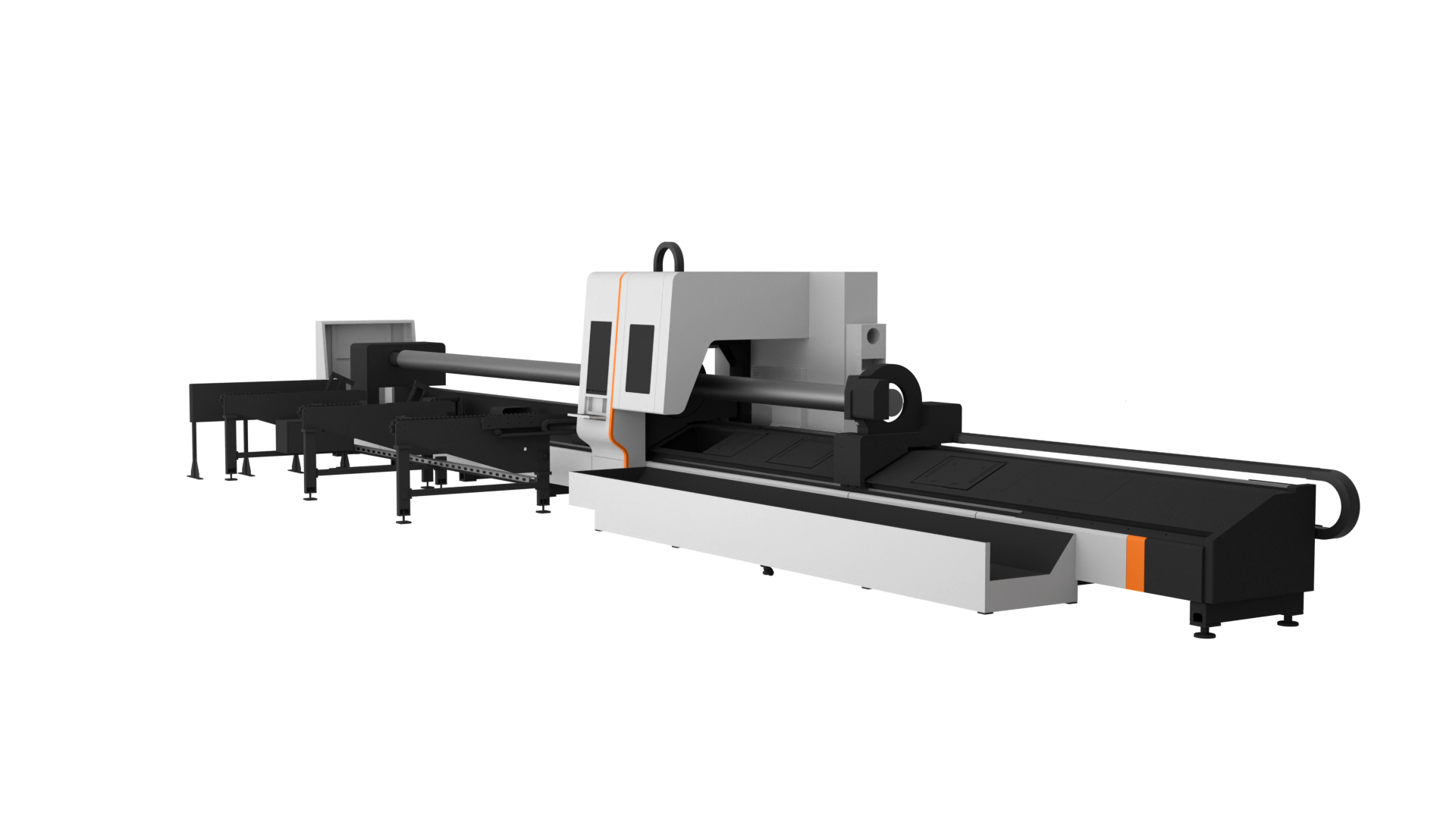
Láserskurðartækni fyrir álúmíníumrör býður upp á ólíklega hönnunarfrelsi sem gerir verkfræðingum og hönnuðum kleift að búa til nýjungarlausnir sem áður voru ómögulegar með hefðbundnum framleiðslumáta. Kerfið styður flókin rúmmynd, flókin mynstur og margvídda skurðaðgerðir innan einstakra framleiðsluhlaupa, og felur í sér að ekki sé þörf á mörgum vélum eða aukahlöðum. Þessi fjölbreytni nær til ýmissa álúmíníumgilda, eins og 6061, 6063, 5052 og sérstök legeringar, sem hver um sig krefjast sérstakra skurðstillinga sem nútímakerfi stilla sjálfkrafa. Rörþvermál getur varið frá nákvæmum smárörum á 6 mm til stóra gerðarhluta yfir 300 mm, með veggþykktum frá 0,5 mm til 25 mm sem hagnaðarkerfin takast á við á öruggan hátt. Tæknið býr til nákvæmar holur, slits, skarfar og flókin útskurð með lágmarki á skurðbreidd, sem gerir kleift að nýta efni á bestan hátt með því að setja niðurstöður nálægt hvort öðru. Þrívíddar skurðaðgerðir gerðu kleift að búa til fallega skorin brún, samsetta horn og skarandi holur sem hefðbundnar aðferðir geta ekki framkvæmt á kostnaðaeffektan hátt. Samtökun á hugbúnaði gerir kleift að flytja inn CAD-skrár beint, sem fjarlægir þörf fyrir handvirri forritun og minnkar uppsetningartíma drastískt. Prófílforritun gerir kleift fljóta breytingar á fyrirliggjandi hönnunum án þess að forrita aftur frá grunni, og styður fljóta endurtekningar á hönnun og sérsníðning. Skurðaðgerð án snertingu fjarlægir vélarálag sem gæti brotið þunnu rör, og varðveitir nákvæmni í allri framleiðslu. Flókar undirbúningur fyrir samsetningu, eins og útbúningur á flipum, samræmingarþættir og undirbúningur fyrir tengingar, fer fram í aðal skurðaðgerðinni í stað þess að krefjast sérstakrar vélarbúnaðar. Þessi samruni minnkar vinnslu, lækkar áhættu á gæðum og hröðar framleiðslutíma verulega. Möguleikar á próftöku gerðu kleift fljóta staðfestingu á hugtökum, svo hönnuðum sé hægt að prófa form, passform og virkni fljótt áður en framleiðslubúnaður er settur upp. Smáar framleiðsluröður verða kostnaðsfrumtækar án þess að krefjast verksmiðjubúnaðar sem hefðbundnar framleiðsluaðferðir krefjast. Tæknið styður massasérsníðning þar sem einstök vörur innan framleiðslu geta haft sérstök tilvik án áhraka á framleiðslueffektivitet. Iðjur sem leita að nýjungahönnun, eins og byggingarverkefni sem krefjast gægnumhalds eða bílagerðir sem þróa léttvægi, finna þessa fjölbreytni ómetanlega fyrir samkeppnishæfni og viðbrögð á markaði.